
На чтение 5 мин Просмотров 15.9к.
Обновлено 25.11.2022
Содержание
- Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
- Пояснение к оформлению журнала сварки труб
- Скачать журнал сварки труб, форма 2.6 (2.6а) ВСН012-88 часть II

Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно. Также применяется для сварки полиэтиленовых труб.
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
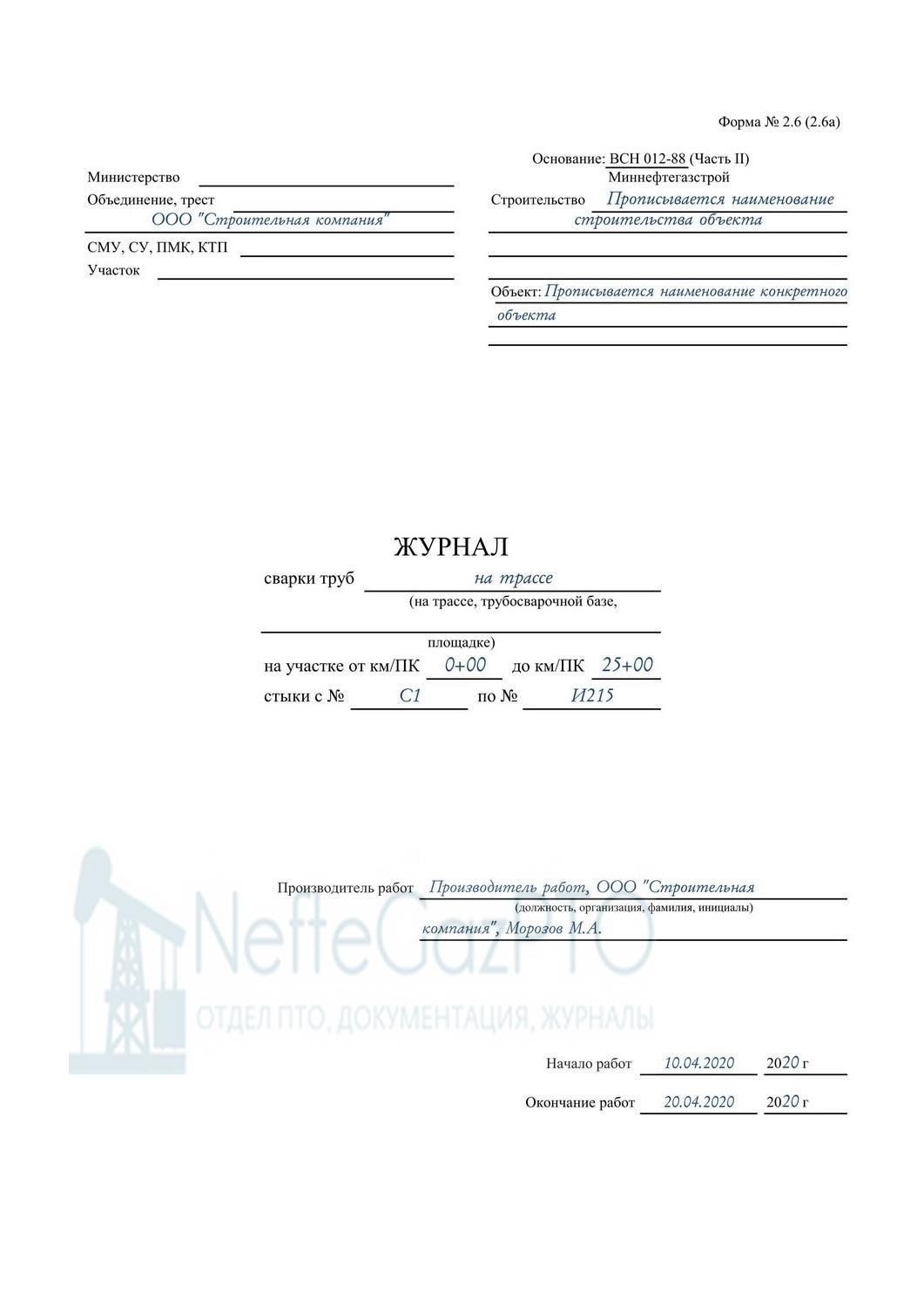
Кликните на изображение, чтобы увеличить.
Кликните на изображение, чтобы увеличить.
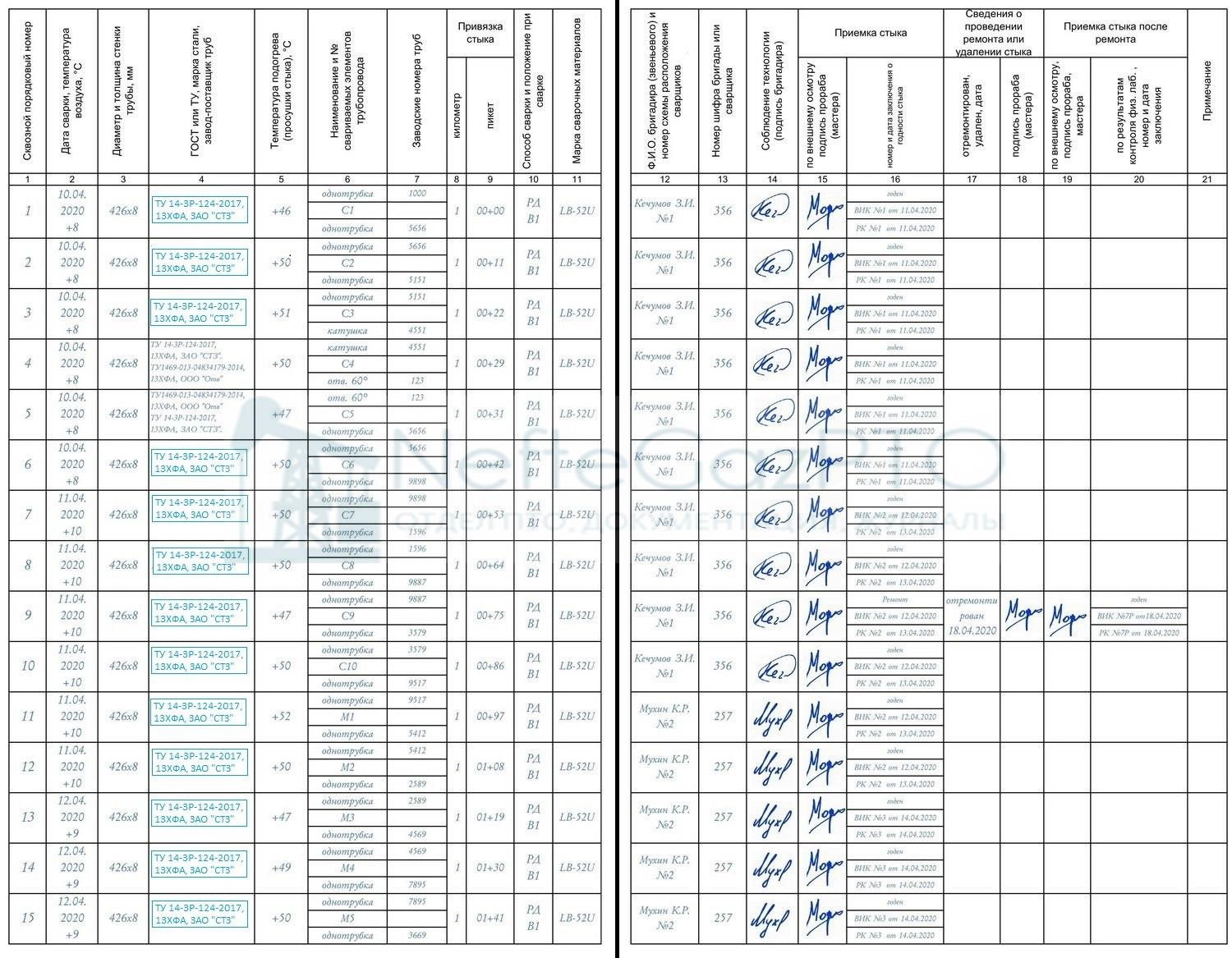
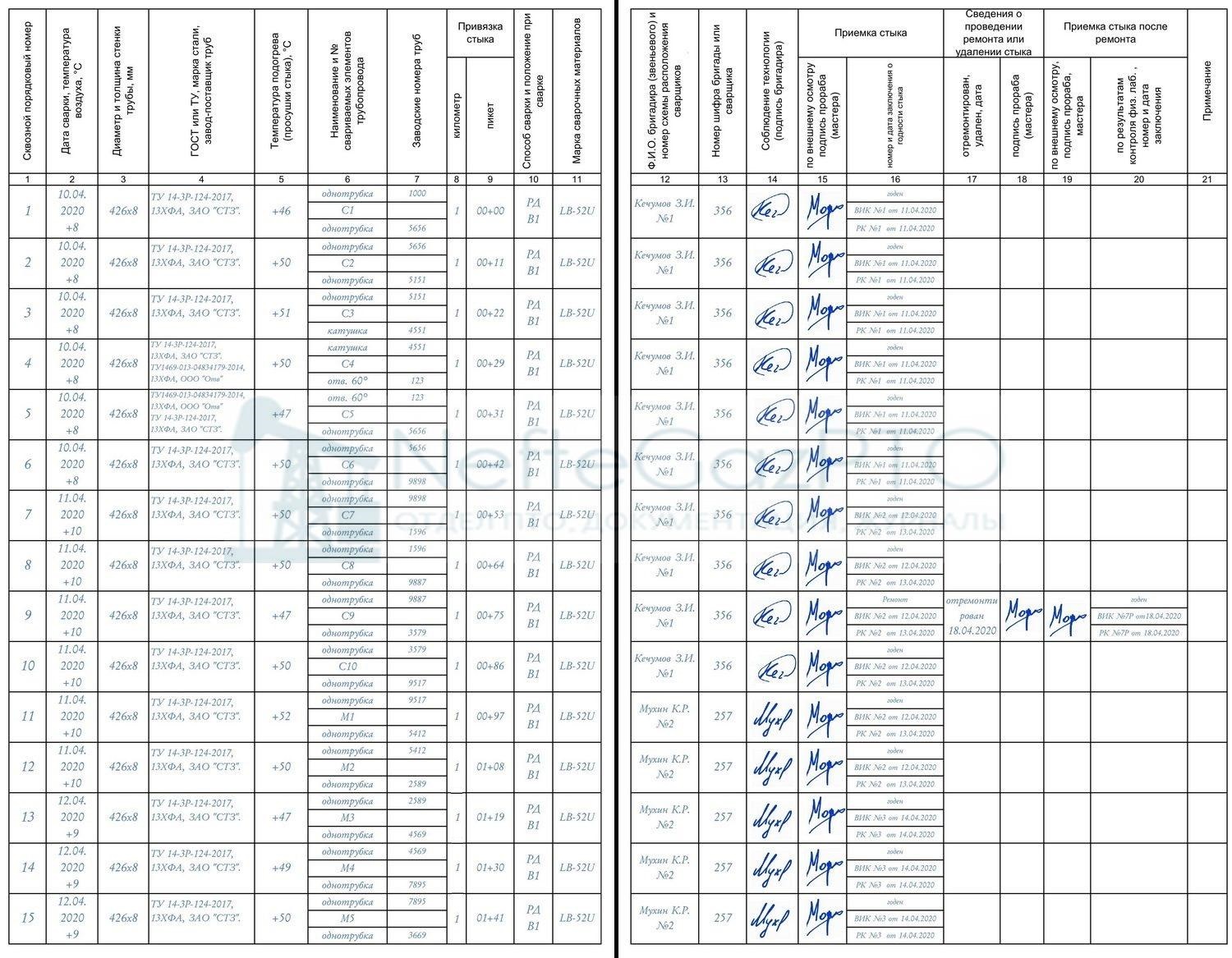
Пояснение к оформлению журнала сварки труб
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь.
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО “СТЗ”
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
Схема расположения сварщиков при сварке труб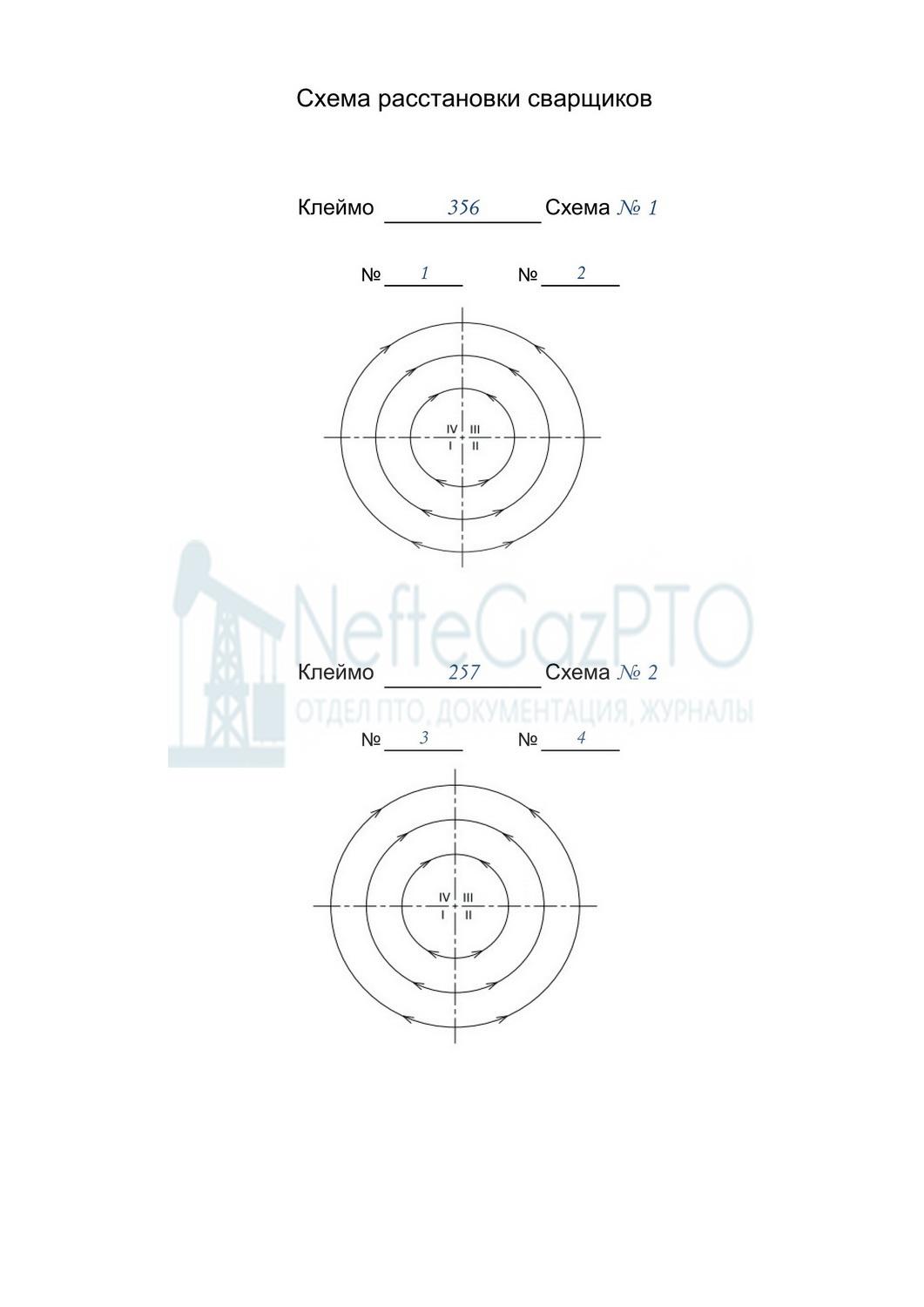
Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, – пишем буквы ЗП, после шифров сварщиков облицовочного слоя, – буквы ОБ, после шифров сварщиков, сваривших подварочный слой, – букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО”Строй Ком” _____подпись_______Морозов М.А.
Скачать журнал сварки труб, форма 2.6 (2.6а) ВСН012-88 часть II
Скачать форму №2.6
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
ФАЙЛЫ
Скачать пустой бланк журнала сварочных работ .docСкачать образец журнала сварочных работ .doc
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Наименование документа:
Журнал сварочных работ
(Приложение Б по СП 70.13330.2012)
с изменениями от 27.06.2018 г.
Ссылка: Приложение Б к СП 70.13330.2012
Актуальность: Действующая форма исполнительной документации
Изменения: с изменениями от 27.06.2018 г. (актуально по сегодняшний день)
Область распространения: на производство и приемку работ, выполняемых при строительстве и реконструкции предприятий, зданий и сооружений во всех отраслях народного хозяйства
Назначение: Освидетельствование сварочных работ в процессе строительно-монтажных работ на объекте
-
Что зависит от журнала сварочных работ
-
Особенности заполнения и составления журнала сварочных работ
-
Кто заполняет документ
-
Разделы журнала сварочных работ
-
Обложка ЖСР
-
Список инженерно-технического персонала
-
Список сварщиков, выполнявших сварочные работы
-
Основная таблица
-
Окончание основной таблицы
-
Что такое клеймо сварщика
-
Замечания по контрольной проверке
-
Окончание ЖСР
Основной способ соединения металлических конструкций – сварка. Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам. Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке. Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
к оглавлению ↑
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия. В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства. Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
к оглавлению ↑
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
к оглавлению ↑
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня. В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы. Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.
Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
к оглавлению ↑
Разделы журнала сварочных работ
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа. Скачать журнал сварочных работ можно на сайте. Всего в документе выделяют четыре раздела.
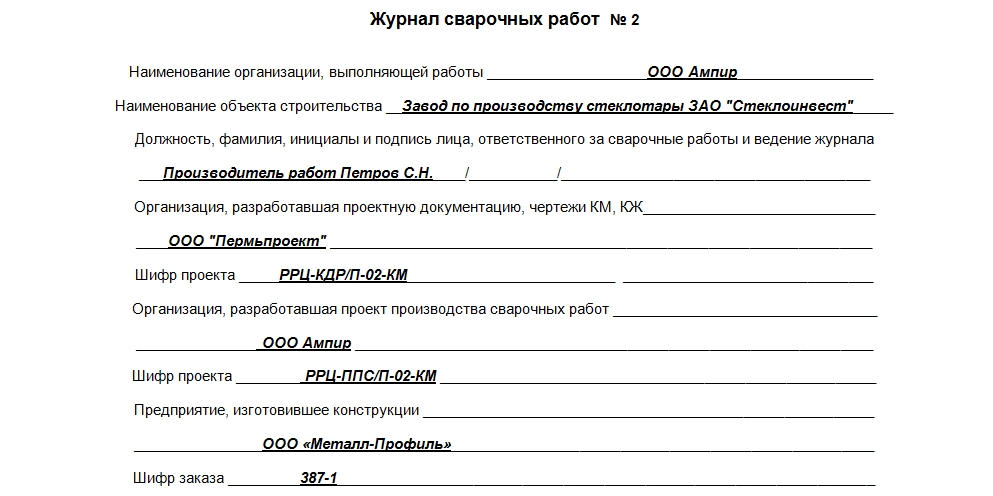
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
к оглавлению ↑
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.
к оглавлению ↑
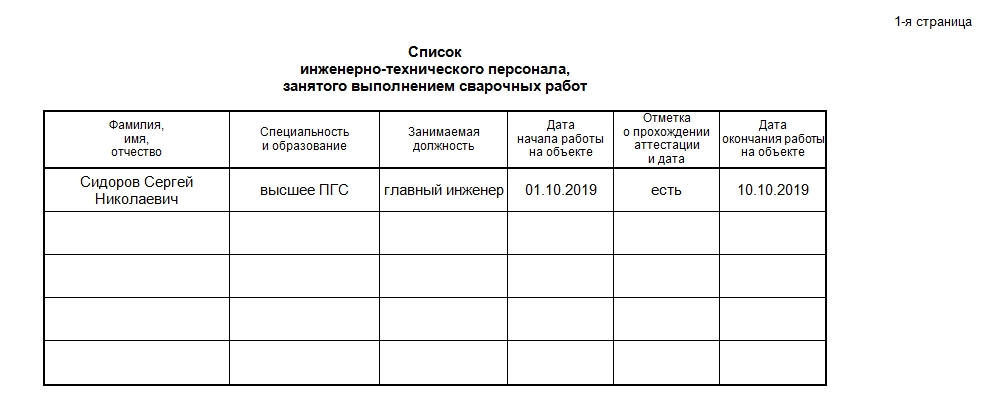
Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
к оглавлению ↑
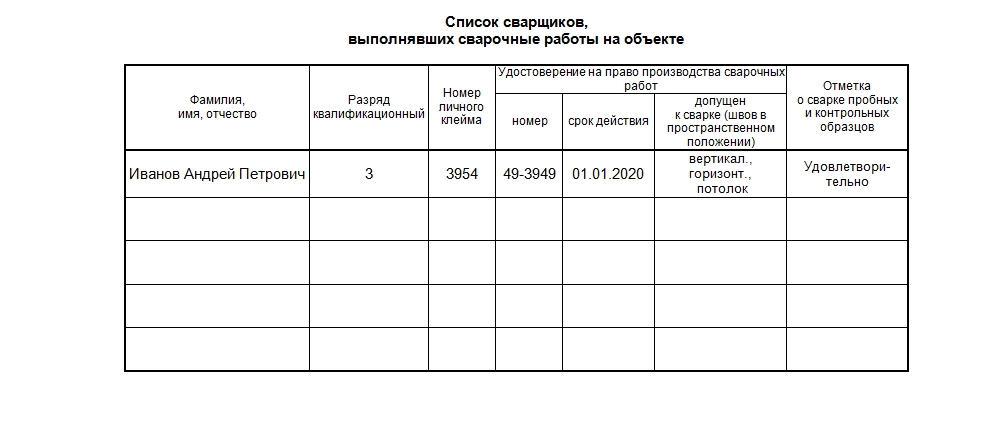
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».
к оглавлению ↑
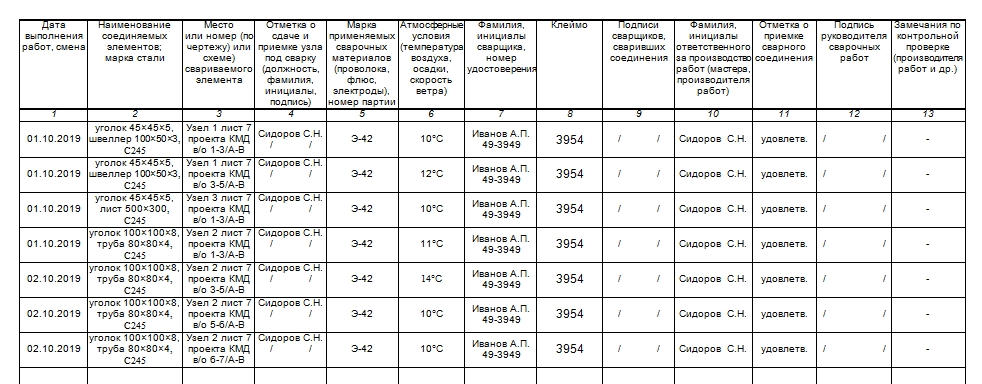
Основная таблица
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
к оглавлению ↑
Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
к оглавлению ↑
Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
к оглавлению ↑
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
к оглавлению ↑
Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа. Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе. При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.
скачать ВСН 012-88 форма 2.6 Журнал сварки труб
| Министерство _____________________ | Форма № 2.6 |
| Объединение, трест ______________ | Основание: |
| ВСН 012-88 (Часть II) | |
| Миннефтегазстрой | |
| СМУ, СУ, ПМК, КТП и дп. __________ | Строительство |
| Участок ___________________________ | Объект |
ЖУРНАЛ
сварки труб _________________________________________
(на трассе, трубосварочной базе, площадке)
на участке от км/ПК ____________ до км/ПК _______________
стыки с № _________________ по № ____________________
Производитель работ __________________________________________________
(должность, организация,
__________________________________________________
фамилия, инициалы)
Начало работ _______________ 20___ г.
Окончание работ ____________ 20___ г.
| Сквозной порядковый номер | Дата сварки, температура воздуха, °С | Диаметр и толщина стенки трубы, мм | ГОСТ или ТУ, марка стали, завод-поставщик труб | Температура подогрева (просушки стыка), °С | Наименование и № свариваемых элементов трубопровода | Заводские номера труб | Привязка стыка (для неповоротной сварки) | Способ сварки и положение при сварке | Марка сварочных материалов | |
| километр | пикет | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | 11.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+00 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 12.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+10 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| 2 | 13.11.2011 | 720х14 | ГОСТ | 100°С | однотрубка/однотрубка | №1 | 1 | 1+20 | Рд | LB52U 2,6мм |
| ОК52U 32мм | ||||||||||
| Фамилия,
инициалы бригадира (звеньевого) и номер схемы расположения сварщиков |
Номер шифра
бригады или сварщика |
Соблюдение
технологии (подпись бригадира) |
Приемка стыка | Сведения о проведении ремонта или удалении стыка | Приемка стыка после ремонта | Примечание | |||
| по внешнему осмотру подпись прораба (мастера) | по результатам контроля физическими методами или механическим испытаниям (заключение о годности стыка, номер, дата заключения) | отремонтирован, удален, дата | подпись прораба (мастера) | по внешнему осмотру, подпись прораба, мастера | по результатам контроля физическими методами (заключение о годности, номер и дата заключения) | ||||
| 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 11.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 11.11.11 | |||||||||
| РК годен от 11.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 12.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 12.11.11 | |||||||||
| РК годен от 12.11.11 | |||||||||
| Бригадирщиков Б. Б. №1 | Б1 | (подпись бригадира) | прораба (мастера) | ВИК годен от 13.11.11 | —- | —- | —- | —- | —- |
| УЗК годен от 13.11.11 | |||||||||
| РК годен от 13.11.11 | |||||||||
Журнал сварочных работ – непременный атрибут, сопровождающий деятельность сварщиков на любом промышленном объекте. Он относится к обязательной технической документации согласно руководящему документу Федеральной службы по экологическому, технологическому и атомному надзору РД 11.05.2007, который определяет порядок ведения общего и специального учета при ремонте объектов капитального строительства, реконструкции, строительстве. Он позволяет осуществлять контроль над ходом, качеством и скоростью работ. Заполнением журнала сварочных работ занимаются все стороны, имеющие отношение к выполнению или контролю строительного процесса:
- уполномоченные представители застройщика или заказчика;
- ответственные лица исполнителя;
- органы государственного надзора;
- представители проектной организации – авторского надзора.
Финишная обработка сварных соединений фиксируется в журнале антикоррозийной защиты сварных соединений.

Форма журнала сварочных работ
Документ ведется на всех объектах, где проводятся сварочные работы любой сложности. Он заверяется подписью руководителя, гербовой печатью строительной организации, ведущей деятельность на объекте. По сути, сварочный журнал представляет собой небольшую пачку пронумерованных, сшитых бланков. Каждая строительная организация заказывает в типографии журналы по индивидуальному формату, в них содержится:
- титульная страница,
- бланк для списка инженерно-технических работников,
- бланк технического персонала, осуществляющего сварочные операции,
- таблица проведения сварочных работ с 13 графами.
Помимо списков ответственных в журнал заносится большой объем информации. Это:
- наименование проектной документации с указанием организации-исполнителя,
- перечень свариваемых элементов,
- описание и маркировка швов,
- показатели используемого электрического или газового сварочного оборудования (указывается даже марка проводов, рукавов и прочие детали),
- фиксируются все выявляемые дефекты, описываются способы их устранения,
- заносятся отметки о нарушении технологии сварочного производства.
Пояснение к оформлению журнала сварки труб
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды.
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО “СТЗ”
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты, которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
Схема расположения сварщиков при сварке труб

Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, – пишем буквы ЗП, после шифров сварщиков облицовочного слоя, – буквы ОБ, после шифров сварщиков, сваривших подварочный слой, – букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля
Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО”Строй Ком” _____подпись_______Морозов М.А.
Заполнение титульной страницы
В титуле указывается исчерпывающая информация об объекте и работающих на нем организациях. Пример заполнения формы:
- в наименовании организации указывается форма собственности и название субподрядчика,
- дальше идет указание объекта и ответственного за ведение журнала,
- ниже вписываются проектировщики, вид документации, регистрационный шифр проектов: строительного и сварочных работ,
- обязательно есть информация об изготовителе свариваемых конструкций с отметкой регистрации контрольной приемки,
- данные руководителя Гостехнадзора,
- даты начала и окончания заполнения журнала.
Ответственность
Иногда возникает вопрос: зачем вся эта бюрократическая волокита? Она нужна для подстраховки сварщика. Как документально доказать, что не по его вине случилась авария? При заполнении журнала сварочных работ, особенно в момент его прописывания, желательно максимально концентрироваться, проверять номер клейма, дату, информацию об узле.
Журнал заполняется каждой бригадой отдельно. Если даже на объекте к работам привлечено сразу несколько коллективов из разных организаций, у каждой индивидуальный документ. При переходе на другой объект журнал сдается. Он заполняется по одному месту работы, чтобы не возникало путаницы.
Документ имеет законную силу, его представляют в суд в случае разбирательств. С ним работает комиссия, устанавливающая причины аварии. Журнал сварочных работ должен соответствовать требованиям промбезопасности. Его ведение утверждено на законодательном уровне. К тем, кто не ведет подобную документацию на объектах, применяются меры воздействия: руководители субподрядных и подрядных организаций штрафуются. Надзорные органы вправе запросить журнал для проверки в любое время. Сотрудники, пренебрежительно относящиеся к заполнения документации, также наказываются вплоть до увольнения.
Составление списка ИТР
В этот список входят лица, ответственные за проведение сварочных работ. В нем может быть несколько фамилий, но чаще указывают только одну. Строительные правила (п. 10.1.1 СП 70.13330.2012) регламентируют требования, предъявляемые к руководителю, уровню его квалификации. Обычно главный инженер или технический директор строительной организации назначается руководителем сварочных работ.

Список сварщиков
Помимо фамилии, имени, отчества в журнал заносится информация о квалификации, указывается номер удостоверения, срок его действия. Специальная графа отведена для отметки допусков (к какому виду работ допущен сварщик). Они могут быть верховые, низовые, общие. Рядом по пятибалльной шкале ставится отметка выполнения контрольных работ. Каждому сварщику дается набор образцов для визуальной оценки качества швов. Требования, предъявляемые к сварщику, указываются в п. 10.1.3 строительных правил, в них предусмотрено указание номера индивидуального клейма. Оно ставится на каждом ответственном шве, обязательно на сосудах высокого давления. Информация о том, что представляет собой персональное клеймо, куда оно ставится после провождения сварных операций, содержится в строительных правилах.

Заполнение основной таблицы выполненных работ
Это основная часть документа. Для ознакомления ниже представлен образец заполнения 13 граф и небольшая инструкция. Существует единый порядок заполнения самой ответственной страницы.
В первой графе при работе в одну смену достаточно поставить дату, если работы проводятся в круглосуточного режиме, цифрой указывается смена: 1 – дневная, 2 – вечерняя, 3 – ночная.
2-я, внимательно нужно проставлять маркировку и название свариваемых элементов, каждый из сварщиков несет индивидуальную ответственность за качество сварных швов.
3-я, каждый узел прописывается индивидуально, место соединения, его номер определяются по проектной документации (чертежу).
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.

Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.