
- →
Если ваше производство дает сроки «от балды» и не соблюдает их в 90% случаев, то данная статья вам будет полезна. [видео с примером в конце статьи]
Практически все растущие производственные компании в какой-то момент приходят к тому, что управлять производством «по старинке», когда все на пальцах, бумаге и в голове руководителя невозможно.
В лучшем случае появляется какая-нибудь простенькая экселька, сделанная руководителем или мастером, в которой хотя бы фиксируется список всех заказов в работе со сроками ну и может быть какими-то комментариями.
Но этот вариант все равно не позволяет управлять процессом, понимать что именно по каждому заказу сделано, сколько еще времени на это нужно и когда что будет делаться в будущем.
Также эта экселька скорее всего не позволяет понять реальную загрузку цехов и всего производства в точных цифрах, что необходимо для согласования с коммерческими службами более-менее реальных сроков по новым заказам.
Тут есть 2 решения:
- Дорогое и долгое — внедрять дорогостоящую ERP систему
- Быстрое, дешевое и результативное — продумать и сделать продвинутый планировщик в Excel / Гугл Таблицах
Слава богу эксель обладает серьезными возможностями. И по сравнению с ERP может быть запущен за 2-3 недели и дать серьезный выхлоп в первый же месяц
В дальнейшем, этот эксель будет являться ТЗ для внедрения ERP.
Если вы сомневаетесь, что вам нужно что-то подобное, или что у вас некому заниматься планированием, а нового человека в штате вы не потянете, то примите во внимание следующее:
В первом же проекте по внедрению такого планировщика в компании с крупным производством (около 50 человек и оборотом 0,5 млрд. р/год) когда мы установили плановую загрузку в 80% от максимума, 30% персонала ушли! практически на следующий день…
НО!
через месяц выпуск увеличился в 2 раза!
Это рост эффективности на 1 человека в 3 РАЗА!
Если вас это убедило, то давайте рассмотрим, как этот планировщик должен быть устроен и как с ним работать.
Структура планировщика с примерами реализации
Производства бывают разных типов и мы рассмотрим варианты планирования для самых распространенных вариантов:
- Производство стандартизированной продукции
- Производство уникальной продукции под каждый заказ
Что должно быть в продвинутом планировщике производства:
- Список всех заказов с их статусами
- Список позиций для производства в рамках каждого заказа
- Технологические карты
- План производства заказов по цехам
- Сводная по загрузке цехов на каждый день
- (дополнительно) План/факт по цехам
- (дополнительно) График отгрузки
- (дополнительно) План расходов материалов (требует описания расходов по каждому типу продукции, актуально для стандартной продукции)
- (дополнительно) Учет и аналитика по браку
Разберем теперь все по порядку.
Внедрение учета и планирования за 2 месяца
Список всех заказов с их статусами
Для чего предназначен:
- сколько заказов было и есть в производстве
- в каком состоянии каждый заказ (не спланирован, в производстве, готов, отгружен)
- определения что горит по срокам и на что надо обратить внимание
Актуален для обоих типов производства.
Красным цветом подсвечены просроченные заказы, зеленым — отгруженные.
Цвета помогают быстро выделить нужную информацию из всего массива.
Список позиций для производства в рамках каждого заказа
Для чего предназначен:
- отслеживания готовности каждой отдельной позиции по заказам
- отслеживания занесения в план всей продукции (чтобы не забыть спланировать)
Актуален для стандартизированного производства, т.к. в производстве уникальной продукции совмещен со списком заказов, потому что почти всегда в заказе только 1 позиция.
В конце каждой строки есть 2 столбца В плане и Готово, которые показывают сколько запланировано в цехах и сколько фактически готово соответственно
Технологические карты
Для чего предназначен:
- определения порядка обработки изделия в разных цехах (какие участки задействуются)
- фиксации времени выполнения на каждом участке для расчета загрузки при планировании
- фиксации сроков для автоматического планирования по цехам (чтобы при указании даты выпуска готовой продукции даты по цехам распределялись автоматически)
Актуален для обоих типов производств, но очень важными отличиями.
В стандартизированном производстве мы можем усреднить время на каждом участке по каждому типу продукции, т.к. они стандартны. И тогда технологические карты могут выглядеть так:
В уникальном производстве возможно использовать такой же вариант, если изделие проходит через каждый участок всего 1 раз и за каждую операцию делается только 1 единица, но вот еще вариант, когда каждое изделие состоит из нескольких деталей и каждая деталь может проходить через одни и те же цеха, причем за раз обрабатываются целые партии (вырезаются на фрезере и время для каждой детали уникально)
Записаться на БЕСПЛАТНУЮ консультацию с демонстрацией >>
План производства заказов по цехам
Для чего предназначен:
- непосредственно планирования производства каждой единицы продукции по всем заказам (когда, что, сколько и в каком цеху делать)
- подсчета загрузки цехов по каждой запланированной единице продукции
- учета брака по цехам
Может выглядеть по-разному, зависит от специфики производства. В рассматриваемых случаях это выглядит так:
В стандартизированном производстве возможно все цеха расположить на 1 странице когда не надо планировать повторные операции в каких-либо цехах
Производства бывают разных типов и мы рассмотрим варианты планирования для самых распространенных вариантов:
- Производство стандартизированной продукции
- Производство уникальной продукции под каждый заказ
Сводная по загрузке цехов на каждый день
Для чего предназначен:
- суммирования загрузки цехов по дням
- помощи в планировании заказов (сравнение плана с доступным временем)
Актуально для любого производства, т.к. это одна из главных функций этого планировщика.

Дополнительные функции
В данной сводной таблице мы определяем резерв времени, чтобы планировать не 100% загрузку, а с каким-то запасом. В данном случае запас (резерв) равен 20%.
В таблице значения загрузки подсвечиваются оранжевым, если мы запланировали с захватом резерва (в нашем случае например 85% от доступного времени).
Если запланировали работ больше чем на 100% доступного времени — значение загрузки подсветится красным.
В идеале — сделать зону перед резервом (в нашем примере где-то 75-85% от максимума) и планировать загрузку в этой зоне, чтобы было пространство для маневра.
При расчете доступного времени учитывается специфика производства и перерывы рабочих. Если продукция производится только когда рабочий стоит за станком — это одно время, а если он запустил партию и пошел курить — это уже другое время…
План/факт по цехам
Полезный инструмент, но лучше внедрять после того как вся система поедет, чтобы вводить дополнительную мотивацию и анализировать где у вас провалы, чтобы выяснять с чем они связаны.
График отгрузки по продукции
Актуально когда в 1 заказе 1 тип продукции и часто отгружается несколькими партиями на разные адреса доставки. В этом случае коммерсанты это планируют, а производство использует как указание к действию что когда отгружать.
Количество отгруженных позиций суммируется на странице заказов.
План расходов материалов
Сложный функционал и требует описания расходов по каждому типу продукции, актуально для стандартной продукции. Внедрять нужно сильно позже запуска планирования.
Учет и аналитика по браку
Полезная функция, запускать лучше не сразу, т.к. требует дополнительных усилий при работе.
Записаться на БЕСПЛАТНУЮ консультацию с демонстрацией >>
Как пользоваться планировщиком на ежедневной основе
Алгоритм очень прост:
Первым делом
— определяется время, до которого принимаются в работу новые заказы (например каждый день в план заносится только то что пришло до 17.00)
Далее на ежедневной основе
Вечером:
- Ответственный за планирование сотрудник собирает с рабочих отчет по сделанной работе (про формат отчетов дальше)
- Заносит в план производства факт из отчетов рабочих
- Переносит сегодняшние недоделки на другие дни
- Заносит новые заказы в список заказов
- Создает новые технологические карты (при необходимости)
- Заносит новые заказы в план производства по цехам
- Печатает планы для цехов на завтра
Утром:
- Планировщик (нач производства) передает планы мастерам/рабочим в цеха
В течение смены:
- Рабочие работают по плану и ставят в нем отметки о выполнении по каждой продукции
По сбору данных фактически есть
3 варианта
и выбор зависит степени адекватности исполнителей, вашего к ним доверия и возможности размещения в цеху планшетов/компьютеров
Варианты сбора фактических данных:
- Печать планов и перенос из них данных вручную
- Занесение данных самими исполнителями в планировщик
- Фиксация данных самими исполнителями через специальную форму в телефоне
2-ой вариант может быть реализован с помощью индивидуальных фильтров для каждого цеха, по сути фильтр — план на день. И сотрудник сам вносит данные.
3-ий вариант реализуется через бланк с QR-кодом и гугл-форму, которая открывается на любом даже самом дешевом сенсорном телефоне/планшете и каждое заполнение попадает напрямую в таблицу планирования
В этом варианте легко реализуется отчет по ежедневной выработке и расчет ЗП по сделке производится за пару нажатий.

Образец бланка для цеха. По QR-коду открывается форма как на рисунке ниже.
Возможно и
совмещать все варианты.
Далее видео-обзоры нескольких планировщиков, созданных по такой структуре, и отзывы владельцев нескольких предприятий.
Надеюсь статья была вам полезна и хорошего просмотра.
P.S. Обо мне (авторе) и мои контакты после видео.
Об авторе
Здравствуйте. Меня зовут Владимир, я автор этой статьи и всего ресурса.
Я внедрил учет и планирование на 20+ предприятиях из 15+ разных сфер производства:
— дорожные знаки
— корпусная мебель (на заказ и стандартизированная)
— двери из массива
— бытовая химия (посудомоечные таблетки, ополаскиватели и тп)
— ПОС-материалы
— бумажная упаковка (бургеры, картошка фри, стаканчики и т.п.)
— гофротара
— масляные насосы
— текстильная продукция (постельное белье, одеяла и т.п.)
— ЛВЛ-брус
— центраторы для нефтебурения
— жиро- и нефтеуловители из полипропилена
— игрушки и мебель для детских садов
— турбодефлекторы и вентиляционное оборудование
— токарная обработка
— мебельные фасады
— 3D-обои и картины
— изделия из силикона (жгуты, медицинские трубки и т.п.)
Хотите внедрить планирование — подавайте заявку, расскажу и покажу что можно сделать в Вашей ситуации, консультация бесплатна
Хотите внедрить планирование на своем производстве — оставьте заявку, я свяжусь с Вами.
history 14 июня 2022 г.
- Группы статей
- Приложения
Краткое описание модели
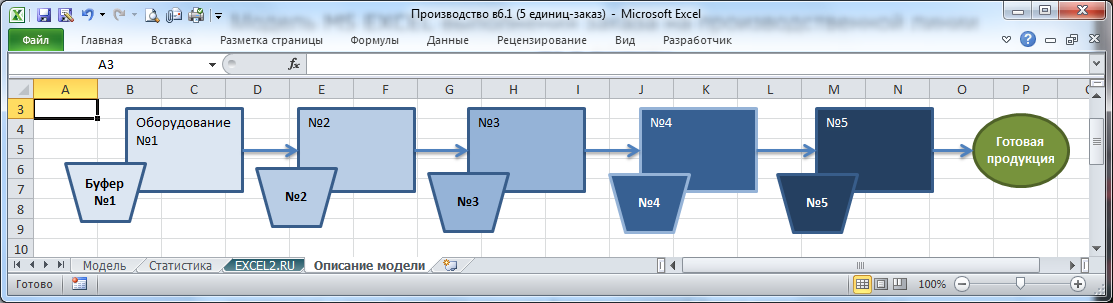
Построим в MS EXCEL модель производственной линии, состоящей из 5 единиц оборудования. Каждая единица обрабатывает детали и передает дальше по цепочке пока не будет изготовлена готовая продукция.
Оборудование может простаивать из-за поломки (задается вероятность
выхода из строя оборудования
и случайная
величина длительности простоя
), также существует ненулевая вероятность получить
брак
при производстве деталей (совсем как в жизни).
Задается
производительность оборудования
(шт деталей/ час), как правило одна из единиц меньше по производительности, чем остальные. Эта единица называется
Узким местом
(bottleneck).
Поступивший заказ на изготовление N штук готовой продукции анализируется: вычисляется прогнозное время выполнения заказа и оценивается потребность в исходном сырье.
После нажатия кнопки «Запуск производства» сырье запускается в производство (выполняется программа на языке программирования VBA), на каждом временном шаге определяется работоспособность оборудования (не случилась ли поломка в соответствии с заданной вероятностью), а также вычисляется количество годных и бракованных изделий. Годные изделия, т.е. НЗП (незавершенное производство) передаются на следующий передел. Между оборудованием введены буферы для хранения НЗП. После завершения заказа выводится детальная информация о работе каждого оборудования и всей линии в целом (время простоя, полезная работа, количество брака и годных деталей, фактически потребленное сырье и время изготовления заказа). Строятся диаграммы.
Производительность линии определяется оборудованием с наименьшей производительностью (с учетом % брака) —
Узким местом
. Задача модели обеспечить Узкое место достаточным НЗП, чтобы оно не простаивало. Так как другие единицы оборудования имеют избыточную производительность, то в случае их бесперебойной работы буферы после них будут переполняться — в реальном производстве это будет приводить к увеличению инвестиций в оборотные средства. Поэтому модель позволяет ввести критический уровень буфера, после которого он перестает пополняться (предшествующая единица оборудования временно приостанавливает работу). Кроме того, модель минимизирует остаточный НЗП в системе (тот который остается после завершения выполнения заказа). Это достигается предварительным расчетом потребности в исходном сырье (статистический расчет при заданной вероятности брака и простоя).
Данная упрощенная модель работает только с единичным заказом, работа программы завершается сразу после того как этот заказ выполнен.
Набор статистики и оценка величин
У модели 2 основных задачи — оценить время исполнения заказа и спрогнозировать потребность в сырье для его выполнения. Поскольку обе этих величины являются случайными величинами (так как заданы ненулевые вероятности простоя и брака), то вычислить их точно невозможно. Можно лишь дать оценку среднего значения этих случайных величин. Для этого нужно оценить среднее и дисперсию неизвестного распределения этой случайной величины (см.
эту статью о точечных оценках
).
Оценить среднее время исполнения заказа и среднее значение потребности в сырье можно, в принципе, обычными формулами зная % брака и вероятность простоя (это также реализовано в модели). Но, гораздо точнее набрать статистику и оценить эти величины статистическими методами. Кроме того, у нас появится возможность построить интервальную оценку (например, «Заказ будет выполнен в течение 120 часов с 95% вероятностью»).
Для набора статистики модель прогоняет несколько десятков раз производство данного заказа и вычисляет среднее время выполнение заказа (количество прогонов задается в желтой ячейке Q6), а также время за которое заказ будет выполнен, скажем, с 95% вероятности. Аналогичные вычисления производятся и для оценки потребности в сырье.
Эти дополнительные вычисления с лихвой окупаются: после завершения «реального» производства с оцененным количеством исходного сырья, в НЗП остается (в среднем) материал примерно равный производительности системы за 1 шаг времени (как правило, в буфере перед последней единицы оборудования). Также мы знаем точность нашего предсказания времени изготовления заказа и можем, например, не только дать точечную оценку этой величины, но и построить
доверительный интервал
.
После изменения любого параметра системы (вероятность брака и простоя, длительность простоя, величина заказа, производительность оборудования) необходимо заново запускать набор статистики.
Как работать с программой
Программу можно скачать, нажав кнопку
Файл примера
внизу или вверху статьи.
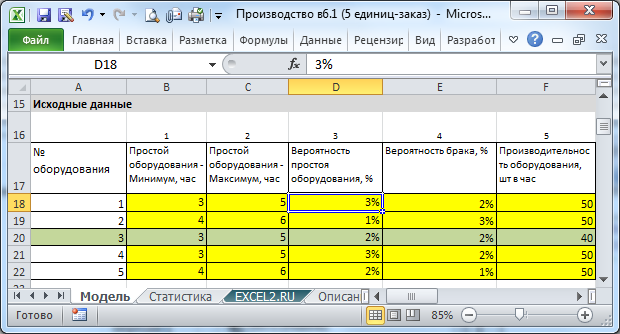
Шаг1: заполнить таблицу B18:G22 с исходными данными
Ячейки, которые требуют заполнения — выделены желтым. Основные данные, это конечно «Производительность оборудования, шт в час». При разработке модели предполагалось, что производительность оборудования отличается на 20-30%, максимум на 50%. Иначе, какой смысл объединять в производственную линию столь разное оборудование? При этом одна из единиц имеет минимальную производительность (узкое место) и определяет производительность всей системы. Можно, конечно задать всем машинам одинаковую производительность, или задать разницу по производительности в 200-300% или определить 2 узких места — программа будет работать, но алгоритм затачивался именно на 1 узкое место.
Как было сказано выше, в модели полагается, что оборудование может простаивать, например из-за поломки, остановки на ремонт или отсутствия персонала (но не из-за отсутствия материала для обработки). В это время полезной работы не совершается. Вероятность такого простоя задается в % (на каждом временном шаге есть небольшая, например 2-3 %, вероятность того что машина работать не будет). Длительность простоя задается в часах (задается диапазон, например от 3 и до 5 часов). Конечно, в модели можно задавать любые разумные значения, но устанавливать вероятность более 20% вряд ли имеет смысл — что это за оборудование, если оно постоянно простаивает?
Даже если поломка не случилась, производственника ждет еще одна напасть — брак. Вероятность этого события также может быть любой разумной от 0 до 20%. Можно и больше задать, модель выдержит, но возникнет вопрос «Есть ли у Вас технология?».
Для того, чтобы наиболее производительные машины не производили горы незавершенной продукции, которые Узкое место не сможет перерабатывать в том же темпе, в программе можно задать «Критический уровень буфера, шт» выше которого предшествующая машина останавливает свое производство (на Узкое место это естественно не распространяется). Как только уровень НЗП понизится ниже этого уровня — машина вновь заработает. Данную опцию можно отключать с помощью флажка.
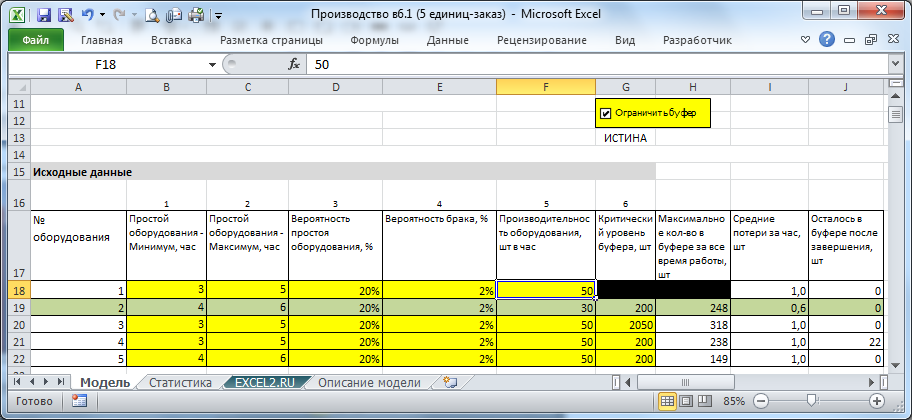
Также необходимо указать размер заказа — количество продукции, которое нужно изготовить. Обычно размер заказа выбирается таким образом, чтобы он был выполнен за 100-800 циклов (часов).
Шаг2. Набор статистики
Для того, чтобы оценить
время выполнения заказа
и
потребность в исходном сырье
потребуется набрать статистику, т.е. «прогнать» модель несколько десятков раз с заданными параметрами (вероятности брака и простоя, а также величины заказа). Поскольку в модели присутствуют случайные величины, каждый раз будут получаться слегка различные значения
времени выполнения заказа
и
количества исходного сырья.
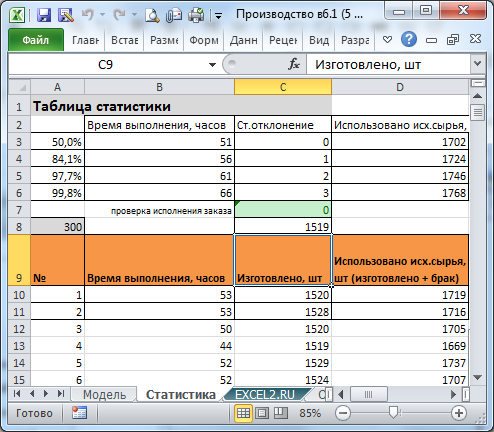
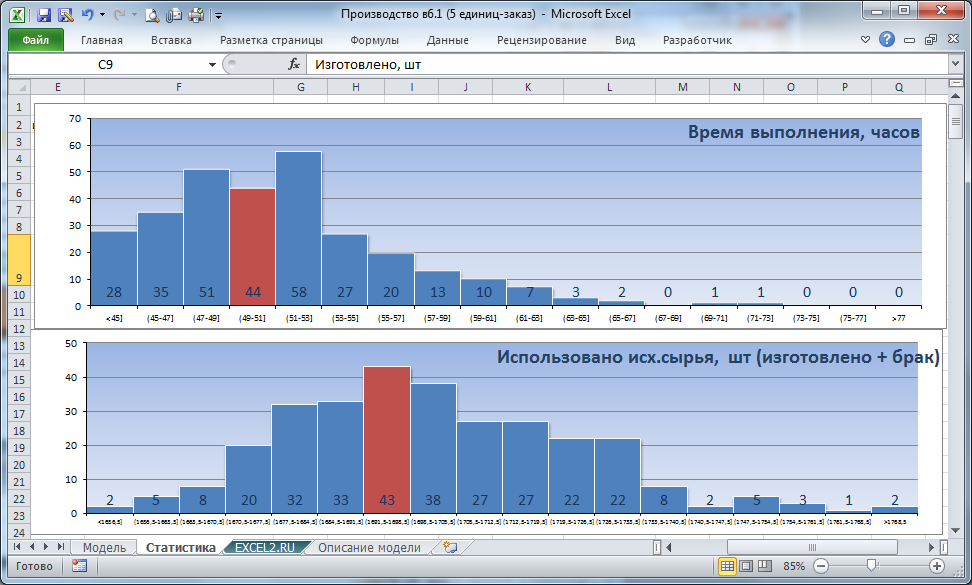
Для набора статистики нужно установить флажок «Набрать статистику» (связанная с ней ячейка Q5 отобразит значение ИСТИНА) и нажать кнопку Запуск производства. Через 5-7 секунд расчеты будут завершены и на листе Статистика будут построены гистограммы — это оценка плотности распределения случайных величин
время выполнения заказа
и
количество исходного сырья.
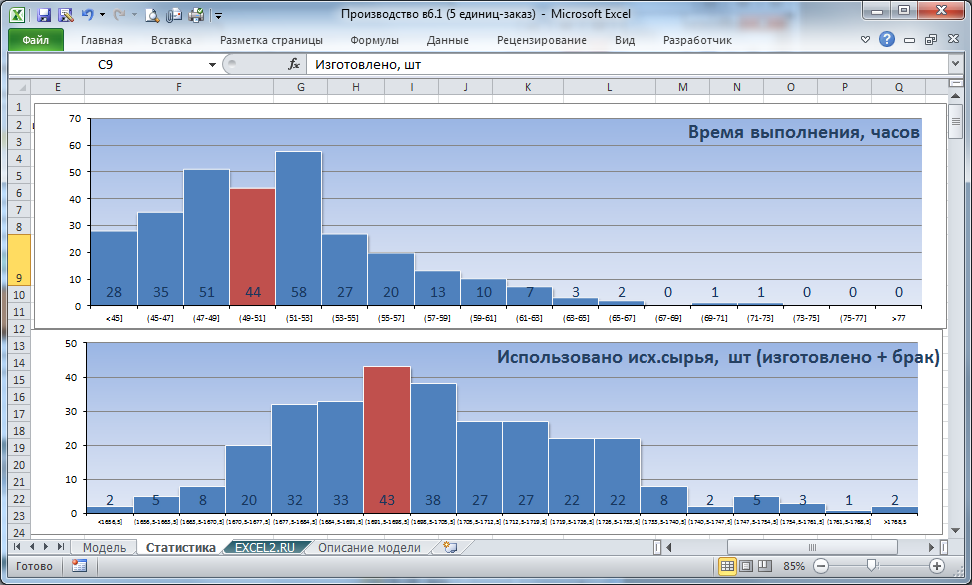
Теперь у нас есть не только средние значения этих величин, но и
стандартное отклонение
, позволяющего оценить степень разбросов около
среднего
.
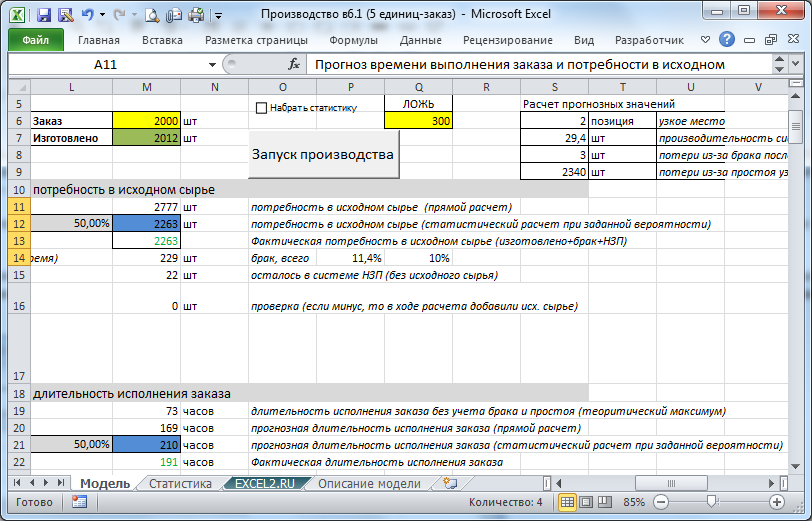
Шаг3. Расчет и отображение результатов
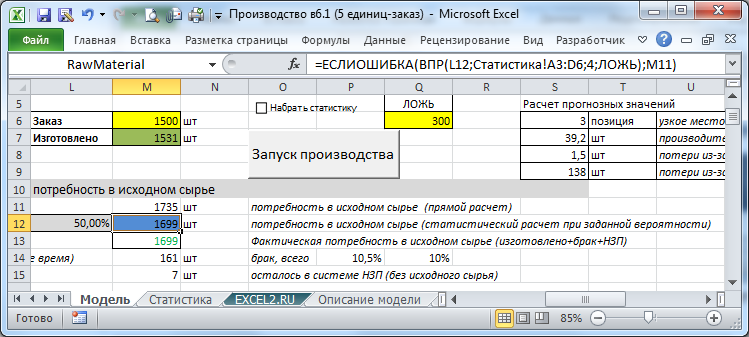
После завершения набора статистики переходим к моделированию. Для моделирования производственного процесса нужно снять флажок «Набрать статистику» (связанная с ней ячейка Q5 отобразит значение ЛОЖЬ) и нажать кнопку Запуск производства.

Как видно из картинки выше, прогнозные величины
время выполнения заказа
и
количество исходного сырья
(в синих ячейках) совпадают или близки к фактическим (зеленые ячейки и ячейки с числами, выделенные зеленым цветом шрифта). Так заказ выполнен с небольшим превышением в 5 шт, прогнозная потребность в исходном сырье совпала точно, а время исполнения отклонилось на 20 часов от среднего (258 против 278 прогнозных часов). Почему потребность в исходном сырье совпала, а время выполнения на 7% меньше? Дело в том, что стандартное отклонение величины
количество исходного сырья
составляет 24,6 шт (см. лист Статистика), что составляет 0,7% от среднего, а стандартное отклонение величины
время выполнения заказа
составляет 9% от среднего. Т.е. разброс второй величины значительно больше, что снижает точность прогнозирования. Почему разброс величины
время выполнения заказа
на порядок больше? Дело в том, что на разброс величины
количество исходного сырья
влияет только % брака, а на разброс величины
время выполнения заказа
влияет еще и вероятность простоя, а также случайная длительность простоя.
Подобные рассуждения о результатах модели позволяют определить факторы уже реальной производственной системы, на которые нужно воздействовать, чтобы повысить точность оценки предсказания/ исполнения заказа, сократить срок исполнения заказа или снизить НЗП. В нашем случае, для повышения точности прогнозирования заказа (и сокращения времени исполнения), очевидно, нужно снижать вероятность простоя. Для построения целевого ориентира программа позволяет смоделировать идеальную производственную систему, в которой нет простоев и/или брака.
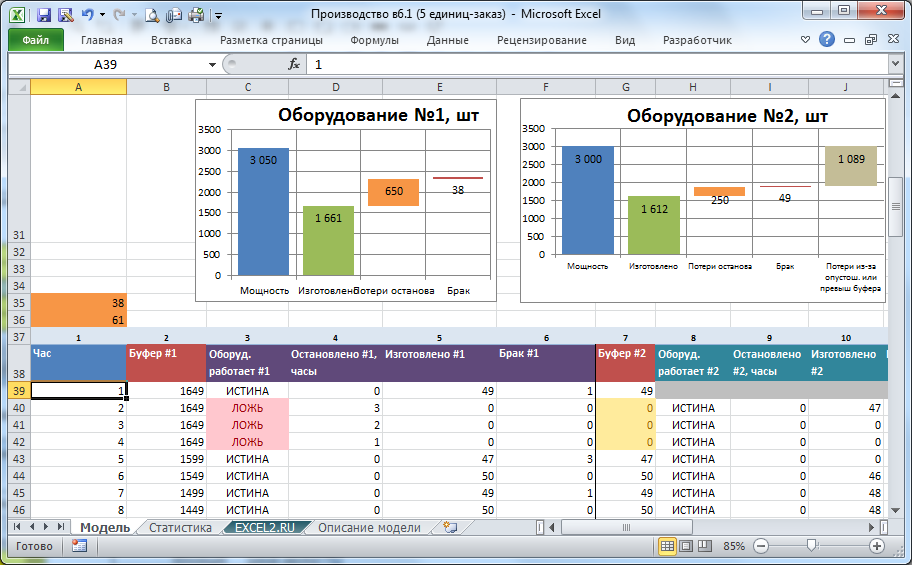
После завершения расчета на листе Модель для каждой единицы отображаются диаграммы, позволяющие оценить чем занималась конкретная единица в течение всего времени производства.
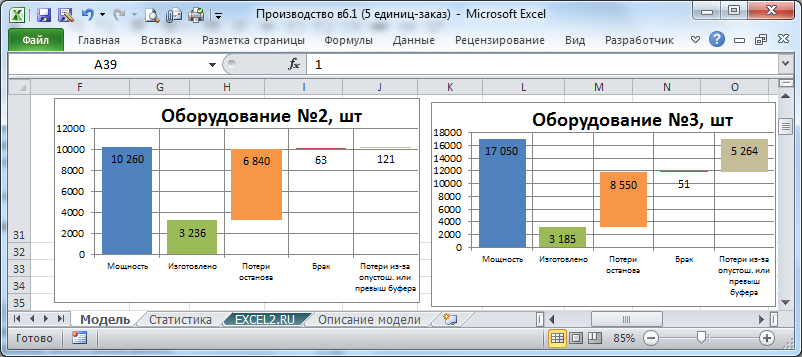
На диаграмме выше видно как различается работа «узкого места» (№2) и оборудования с более высокой производительностью (№3). Если узкое место не работало только из-за вынужденного останова, то оборудование №3 простаивало из-за опустошения предшествующего буфера или из-за превышения объемов наработанного НЗП в последующем буфере.
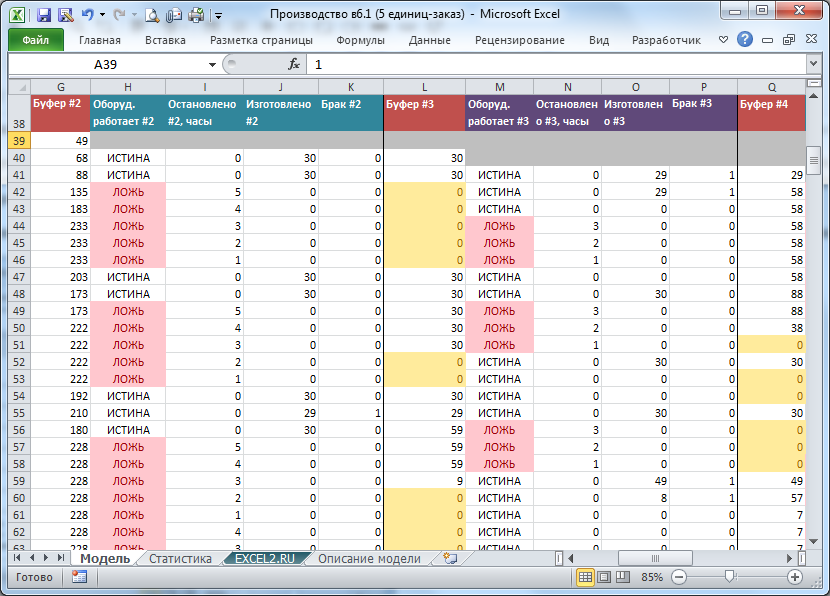
Также на листе доступна детальная расшифровка работы по каждому часу.
Реализация модели в MS EXCEL
Модель полностью построена на решениях MS EXCEL подробно описанных на сайте excel2.ru:
построение диаграмм,
работа с функциями,
условное форматирование,
выпадающие списки,
именованные диапазоны,
элементы управления формы
гистограмма распределения.
Так же рекомендуется иметь представление об
Описательной статистике
и
Функции распределения
.
Что дальше?
Данная программа имеет демонстрационные цели. Дальнейшее совершенствование возможно в следующих направлениях:
- вместо 1 заказа можно обрабатывать несколько, с указанием желаемого времени изготовления;
- реализовать систему «вытягивания» (в производство запускает ровно столько изделий, сколько востребовано заказами);
- сделать несколько различных продуктов, использовать разные типы полуфабрикатов;
- ввести операцию сборки изделия из разных полуфабрикатов и настраиваемую длину производственных цепочек;
- учесть рабочее время оборудования и наличие персонала;
- ввести в модель стоимостные параметры (цена ресурсов, стоимость 1ч работы оборудования;
- предложить варианты оптимизации производственной системы (максимизация пропускной способности системы, максимизация прибыли за период и т.д.)
Примечание
: если требуется использовать данную модель для расчета производственной линии состоящей из двух, трех или четырех единиц оборудования, то нужно сделать производительность лишних единиц в разы больше, чем остальных.
Учет производства продукции
Основная задача любой производственной деятельности — учет производства продукции. Эффективный учет необходим для отслеживания соблюдения плана производства, а также позволяет осуществить расчет сдельной заработной платы в зависимости от объема произведенной продукции работником предприятия. В дополнении к этому реализована возможность учета основных и дополнительных работ производственного цикла. Табель учета производства разработан в среде Microsoft Excel, в виде стандартной книги с макросами формата .xlsm, что избавляет от необходимости установки дополнительного программного обеспечения. Для полноценной работы вам потребуется скачать архив по ссылке ниже, разархивировать с помощью программы WinRar или 7zip, открыть файл и разрешить работу макросов (при наличии предупреждения Excel).
Ссылки для скачивания:
— Скачать макрос учет производства продукции и расчета сдельной заработной платы

Как начать работу с учетом производства продукции в excel:
1. Разархивируйте скачанный архив с файлом с помощью программы 7zip или WinRar.
2. При появлении сообщения о доверенном источнике: закройте программу, кликните правой кнопкой мыши на файле — «Свойства», далее установите галочку напротив «Разблокировать».


3. Если в Вашем Excel запуск макросов по умолчанию отключен, в данном окне необходимо нажать «Включить содержимое».
4. Для полноценной работы с файлом необходимо нажать «Разрешить редактирование» при появлении данного сообщения.
Учет производства продукции — настройки построения
Для удобства работы с программой все настройки построения табеля учета производства продукции вынесены на отдельный лист «Настройки». Лист разделен на 2 блока: перечень сотрудников, справочники продукции и работ организации. Перечень сотрудников представляет собой простую таблицу работников организации — табельный номер, фио, должность. Остановимся подробнее на блоке справочников производственного процесса (рисунок ниже).

Справочник продукции состоит из перечня наименования продукции, а также суммы сдельной заработной платы сотрудника за произведенную единицу. В справочнике работ перечислены основные производственные процессы, которые оплачиваются работнику отдельно. Если работа оплачивается по часам, в колонке стоимости укажите стоимость часа, а при ведении табеля указывайте количество затраченных часов. Если работа оплачивается твердой суммой, в колонке стоимости укажите 1, в табеле учета заводите не часы, а конкретные суммы. По аналогии заполняется справочник дополнительных работ, не связанных с основным производственным процессом. Также учет производства продукции включает справочник расходных материалов с указанием стоимости единицы. Данный список является опциональным и при желании может не заполняться.
После того как все данные заведены (для ознакомления с программой можно воспользоваться введенными тестовыми данными) следует приступить непосредственно к построению листа месячного учета производства продукции и расчета сдельной заработной платы. Для этого нажмите кнопку «Создать табель на месяц».
Учет производства продукции — ведение табеля
На рисунке ниже представлен месячный табель учета производства продукции:

Лист учета производства продукции разделен на блоки сотрудников. Каждый блок разбит на дни месяца по строкам, а также содержит несколько областей ввода данных: продукция, расходники, работы, доп работы, и итоговый блок расчета сдельной заработной платы.
Фиксируйте итоги дня в соответствующих областях ввода. Отслеживайте выполнение плановых показателей с помощью итогов по дню, виду продукции или работы, общих месячных показателей. Расчет оставшейся к получению суммы будет произведен автоматически.
Формирование расчетных листов сдельной заработной платы
На рисунке ниже изображен стандартный месячный расчетный лист по сотруднику, который можно сформировать за выбранный период при нажатии на кнопку «Расчетные листы» (лист «Настройки»):

Автоматизированное формирование расчетных листов по итогу месяца обеспечит прозрачность процесса начисления заработной платы работников, а также позволит избежать ошибок при ручных расчетах.
Сводная таблица «Учет производства продукции»
Еще одной полезной фичей табеля учета производства продукции является построение сводной таблицы по всему перечню произведенных наименований за выбранный период (рисунок ниже). Для расчета сводной необходимо использовать кнопку «Сводная таблица» листа настроек.

Таблица дает возможность сравнить количество произведенной продукции в день по сотрудникам, получить итоги по дню, месяцу, году.
Графики производительности по наименованиям
Для визуализации производительности ваших сотрудников можно воспользоваться функцией построения графиков. Графики наглядно отражают темпы производства, отношение объемов производства различных наименований изделий.

Заказать разработку программы или доработку существующей
Спасибо за прочтение данной статьи!
Если Вам понравился мой продукт, но Вы хотели бы донастроить его под Ваше производство или заказать любую другую расчетную программу, проконсультироваться по возможности автоматизации своих бизнес процессов, для связи со мной можно использовать WatsApp +79507094770, сайт excellab.ru или написать мне на почту: goryaninov@bk.ru, профиль вк.
Всегда на связи, рад помочь Вашему бизнесу!
Ссылки для скачивания:
— Скачать макрос учет производства продукции и расчета сдельной заработной платы
Здесь можно ознакомиться с другими программами автоматизации, которые представлены на моем сайте:
— Дневной табель учета рабочего времени в excel
— Почасовой табель учета рабочего времени в excel
— Табель учета рабочего времени в днях по форме Т-13
— Табель расчет и планирование вахты
— Табель учета рабочего времени с учетом ночных смен
— Учет доходов и расходов
— Автоматизированное формирование документов
Планирование производства на предприятии в эксель
Планирование производства на предприятии в эксель
Представьте, что вы планируете закупки расходных материалов для производства. К вам стекаются 2 потока данных: производственные планы и прогноз по наличию производственных материалов на складах. У вас несколько заводов, много видов материалов. На выходе вы обязаны предоставлять информацию по тому, какие материалы в каких количествах и когда следует закупать и куда отправить.
Рассматривая этот пример, мы научимся нескольким довольно оригинальным и эффектным приёмам, которые вы потом сможете применять для своих задач.
Вы узнаете универсальный метод совмещения данных из двух (и более) таблиц, имеющих разные форматы
Вы узнаете, как использовать сводные таблицы для получения отчёта с нарастающим итогом
Мы будем использовать: умные таблицы, именованные диапазоны, формулы ИНДЕКС (INDEX), ЕСЛИ (IF), ПОИСКПОЗ (MATCH), СТОЛБЕЦ (COLUMN), СТРОКА (ROW), ЧСТРОК (ROWS) и сводные таблицы
Вы увидите отличную иллюстрацию синтеза вышеперечисленных инструментов Excel для достижения впечатляющих результатов
Данные на входе
Лист REQ содержит планы использования материалов (компоненты) для производства конечной продукции.

Например, компонент P49 потребуется на зводе L01 в количестве 58 235 штук к 26 мая 2015 года. Обратите внимания, что суммы отрицательные, в отличие от следующей таблицы. Это нам пригодится.
Лист STK отражает процесс поступления материалов на склады заводов.

Например, материал P97 в количестве 229 784 штук 7 апреля 2015 года поступит на склад завода L01, так как есть соответствующий контракт с производителем этого материала.
Обратите внимание, что не смотря на то, что обе таблицы состоят в основном из похожих столбцов, компановка столбцов разная да и количество столбцов не совпадает. Как это обычно бывает, вы никак не можете управлять данными, поступающими к вам из учётной системы предприятия.
Итак, у нас с вами есть поток событий, которые уменьшают запасы материалов на складах (производство) и поток событий, которые увеличивают запасы (закупки). Всё что нам надо — это выстроить эти события на одной временной шкале и следить, чтобы уровень складских запасов не становился отрицательным. Отрицательный уровень запасов говорит о том, что для производства не хватает материалов. Многие крупные компании имеют штат людей, которые занимаются примерно такой работой, которую я сейчас описал. В данном случае моя задача, показать пути, как это можно делать в Excel с минимальным количеством усилий и с известной долей изящества.
Файл примера
Объединяем таблицы
Объединять таблицы будем. формулами. То есть в ячейках нашей объединенной таблицы будут такие формулы, которые сначала выведут все строки таблицы REQ, а затем все строки таблицы STK. И всё это будет сделано с учётом того, что у всех таблиц разная структура. На этом этапе мы совершенно не будем заботиться о сортировке строк — пусть идут, как идут.

Исходные таблицы оформляем в виде умных таблиц, присваивая им соответствующие идентификаторы: лист REQ — умная таблица tblREQ , лист STK — tblSTK .
Теперь перейдём на лист Combine . Наша объединенная таблица должна состоять из следующих столбцов: Компонент , Завод , Срок , Кол-во , где Срок — это либо дата производства, либо дата поступления материала на склад. Кроме этого добавляем 2 вспомогательных столбца: Таблица и Строка . Если ячейка столбца Таблица содержит 1, то данные извлекаются из таблицы tblREQ , если 2 — то tblSTK . Ячейки столбца Строка будут подсказывать, из какой строки соответствующей таблицы брать данные.
Формула для колонки Таблица выглядит так:
=ЕСЛИ( СТРОКА(1:1) 0″ ) + 1 )
Это стандартный подход, рассматренный тут.
Сводная таблица
Вот сейчас будет важно, очень многие этого не понимают:
Всё, что может быть сделано при помощи сводных таблиц, должно быть сделано при помощи сводных таблиц.
Это вопрос ваших трудозатрат, эффективности вашей работы. Сводные таблицы — ключевой инструмент Excel. Инструмент чрезвычайно мощный и простой ОДНОВРЕМЕННО . Понимаете, одновременно!
Итак, сводную таблицу строим на основе ИД rngCombined . Настройки все стандартные:

Поле Кол-во я переименовал в Запасы. Операция по этому полю само-собой суммирование плюс вот такая настройка:

Этим мы получаем нарастающий итог по запасам материала в разрезе Компонент — Завод . И всё, что нам остаётся делать — это отслеживать и не допускать появления отрицательных запасов. Например, смотрим отрицательное значение в строке 34 сводной таблицы. Оно означает, что на заводе L02 2 июня 2015 года запланировано производство с участием материала P97 и, учитывая объём запланированного производства, нам не хватит 22 584 штук материала P97. Смотрим в таблицу REQ и убеждаемся, что действительно 2 июня завод L02 хочет производить что-то с использованием 57 646 штук P97, а на складах у нас на этот день такого количества не будет. В финансах это называется «кассовый разрыв». Вещь очень печальная 🙂
Ну а дальше начинается хорошо знакомая вам работа, которую нет никакой необходимости комментировать. Мы нашли главное — когда, где, сколько и какого материала будет не хватать для производства.
Планирование производства — путь к успешному бизнесу
Получение прибыли, успешное развитие, минимизация рисков — основные цели любой компании. Достичь этих целей можно с помощью планирования, которое позволяет:
- предвидеть перспективу развития в будущем;
- более рационально использовать все ресурсы фирмы;
- избежать банкротства;
- улучшить в компании контроль;
- увеличить возможности в обеспечении фирмы необходимой информацией.
Процесс планирования целесообразно разделить на три этапа:
1. Установление количественных показателей для целей, которые должна достигнуть компания.
2. Определение основных действий, которые нужно осуществлять для достижения целей, принимая во внимание воздействие внешних и внутренних факторов.
3. Разработка гибкой системы планирования, обеспечивающей достижение поставленных целей.
ПРИНЦИПЫ И ВИДЫ ПЛАНИРОВАНИЯ
Любой план, в том числе производственный, должен строиться на определенных принципах. Под принципами понимают основные теоретические положения, которыми руководствуется предприятие и его работники в процессе планирования.
- Принцип непрерывности подразумевает, что процесс планирования осуществляется постоянно в течение всего периода деятельности предприятия.
- Принцип необходимости означает обязательное применение планов при выполнении любого вида трудовой деятельности.
- Принцип единства констатирует, что планирование на предприятии должно быть системным. Понятие системы подразумевает взаимосвязь между ее элементами, наличие единого направления развития этих элементов, ориентированных на общие цели. В данном случае предполагается, что единый сводный план предприятия согласуется с отдельными планами его служб и подразделений.
- Принцип экономичности. Планы должны предусматривать такой путь достижения цели, который связан с максимумом получаемого эффекта. Затраты на составление плана не должны превышать предполагаемых доходов (внедряемый план должен окупаться).
- Принцип гибкости предоставляет системе планирования возможность менять свою направленность в связи с изменениями внутреннего или внешнего характера (колебание спроса, изменение цен, тарифов).
- Принцип точности. План должен быть составлен с такой степенью точности, которая приемлема для решения возникающих проблем.
- Принцип участия. Каждое подразделение предприятия становится участником процесса планирования независимо от выполняемой функции.
- Принцип нацеленности на конечный результат. Все звенья предприятия имеют единую конечную цель, реализация которой является приоритетной.
В зависимости от содержания поставленных целей и задач планирование можно разделить на следующие виды (табл. 1).
Таблица 1. Виды планирования
Производственный учет
Чтобы в итоге получилось то, что было запланировано,
важно качественное управление производством. Когда речь заходит о системах управления производством, то в ход идут такие категории, с которыми не поспоришь.
Вот, например,
Важнейшими факторами управления производством на предприятии являются:
— демократический централизм
— сочетание единоначалия с коллегиальностью
— единство политического и всех видов хозяйственного руководства
— научность управления — комплексный подход к управлению предприятием
— правильный подбор, расстановка и воспитание кадров
— сочетание принципов морального и материального стимулирования.
Все правильно, но нет рекомендаций и связей как соединить демократический централизм с единоначалием или с конечной продукцией. Получается, что есть большие идеологические блоки, но между ними, нет вяжущего материала и конструкция, без должных связей может легко развалиться. Рассмотрим некоторые узкие места в системе управления производством.
ПОСТАНОВКА ВОПРОСА
Перед началом работы необходимо иметь четкое задание. Производственные цеха в лице начальников, заместителей начальников цеха, мастеров, технологов, бригадиров, звеньевых и рабочих должны знать, какие именно изделия надо делать.
Без конкретной информации цех может начать делать что-то неактуальное на текущий момент, в надежде что угадали, и продукция сгодится после уточнения задания. Уточнения как правило не совпадают с желанием и возможностями. Поскольку оборудование занято производством других изделий и технология производства не позволяет освободить имеющееся оборудование занятое процессом производства для изготовления новой партии изделий, то получить требуемую продукцию вовремя не получается и образуется дефицит изделий. Начинаются крики, неразбериха, простои цехов и объектов составляющих цепочку зависимостей от требуемой продукции. Руководители верхнего уровня задают вопросы – зачем делали не то что нужно, зачем затратили сырье и материалы, зачем переполнили склады? Где-то так и выглядит реальный процесс производства.
Для того чтобы получалось именно то что требуется применяются графики производства. В графиках есть сроки изготовления изделий с учетом технологии применяемой в производстве. При этом график дублируется в нескольких экземплярах до уровня последнего старшего по каждому производственному участку. Выполнение графиков производства влечет за собой учет того что сделано. К составлению графиков мы еже вернемся в последующих обзорах. Остановимся на индивидуальном учете того что сделано конкретным работником. Обычно первичный учет изготовленной продукции возлагается на мастеров цеха. Для этих целей в цехах применяются журналы, которые в процессе рабочих смен заполняется промежуточными итогами. Записи в журнал заносятся от руки и иногда случаются ошибки в наименованиях изготовленных изделий или в их количестве. В масштабах завода для учета изготовленной продукции применяются базы данных (БД) типа 1С в которые данные заносятся из журнала мастеров и накладных на сданную (переданную) цехами продукцию. При этом нередко случаются разночтения межу БД и журналом, что приводит к ошибкам в учете и как следствие приводит к внеплановым инвентаризациям. Составление графиков будем рассматривать позже.
Для ускорения ввода данных в БД, а также копий этих данных для других отделов на предприятии где я работал применяются электронные журналы. Журнал представляет из себя таблицу Excel с выпадающими списками фамилий рабочих и марок изделий из небольшой базы данных. Списки содержат проверенные данные и ошибки исключаются. База данных располагается в отдельной книге Excel которая редактируется при необходимости. Мастер выбирает нужное, проставляет количество и получает алфавитный список фамилий и марок изделий с объемом выполненных работ.
За основу электронного журнала применена разработка автора под ником “nerv”. Разработка опубликована на сайте http://excelvba.ru/code/DropDownList под названием “Надстройка: выпадающий список с поиском (комбо)”. Кого заинтересовала эта информация могут посмотреть описание на указанном сайте и там же скачать эту надстройку.
Однако, эту надстройку поместить как обыкновенную надстройку в папку «Addins» созданную при установке Microsoft Office иногда не получается, так как сетевые администраторы часто блокируют установку программ и запрещают в локальной политике своих серверов вмешательство в систему. Предлагаемый вариант организации размещения папок электронного журнала на дисках рабочего компьютера позволяет выполнить установку надстройки в другую папку.
Всего создается 5 папок: 2 папки создаются в корне диска «С». Это папки «ДАННЫЕ» и «НАДСТРОЙКИ». В папку «ДАННЫЕ» помещается файл DDLSettings.xlsx, который будет производственной базой данных. Вид листа Excel с базой данных см. на рисунке ниже. 
Папки и их содержимое на диске «С» рабочей станции 
В папку «НАДСТРОЙКИ» помещается надстройка «выпадающий список с поиском (комбо)» автора «nerv» — nerv_DropDownList_1.6.xla.
Как установить надстройку Excel 2013/2016
Надстройка может храниться в компьютере в любой папке. В нашем обзоре это папка «НАДСТРОЙКИ». После этого запускается любой файл Excel и из строки меню надо пройти путь: Файл → Параметры → Надстройки → Управление → Надстройки Excel → Перейти… → Доступные надстройки → кнопка Обзор → найти в проводнике Windows папку «НАДСТРОЙКИ» → выделить надстройку “nerv_DropDownList_1.6.xla”? нажать кнопку открыть и поставить в чек боксе (напротив надстройки) ”drop-down list with search” галочку. Все, надстройка подключена и будет делать выпадающие списки.
Следующие 3 папки размещаются в паке компьютера «рабочий стол»: 1 – «Шаблон», 2 – «Журнал учета работ», 3 – «Архив & HELP». В папке «Шаблон» лежит незаполненный бланк учета работ с названием 00.00.0000.xlsm. Вместо этих нулей можно написать любой заголовок. Вообще-то эти нули подразумевают дату работ. Например, 22.11.2017г. Эта дата будет перенесена на лист учета работ в соответствующую ячейку.
Папки и их содержимое на «Рабочем столе» компьютера

После размещения папок по указанным местам открываем папку «ДАННЫЕ» на диске «С» и открываем книгу DDLSettings.xlsx с базой данных. Заполняем, редактируем, исправляем и сохраняем. Алфавит соблюдать не надо. Переходим на «Рабочий стол» и копируем на него книгу «00.00.0000.xlsm» из папки «Шаблон журнала». Даем книге нужное название и запускаем книгу.

При запуске книги данные из БД (с диска «С») переносятся на лист DDLSettings которые надо подтвердить. Далее переходим на лист ввода данных (в нашей книге это лист Смена1). С целью сохранения формата листа и формул разрешено вводить данные только в столбцы «ФИО работающих», «марка» и «к-во», а также ФИО мастеров. Ячейки с формулами заблокированы, форматирование на листе тоже запрещено. (Пароль для снятия защиты: treb). Данные можно вводить непосредственно в ячейку с клавиатуры, но это чревато ошибками. Поэтому выделяется ячейка ввода и нажимается комбинация клавиш Ctrl + Enter. Появляется окно ввода с выпадающим списком. Стоит набрать 1-2 буквы и слова, начинающиеся с этих букв, и нужная запись подтянется в видимую область. Курсором мышки надо выбрать нужное слово, и оно переместится в строку выбора. Если все правильно, надо нажать клавишу Enter и выбранное слово переместится в ячейку и выпадающий список скроется. Подправить можно и в строке выбора и в самой ячейке, но это делать не стоит.

Когда все данные внесены можно распечатать страницы и сгруппировать внесенные данные на один лист. Лист называется «Результат». Лист заполняется при нажатии кнопки «START» расположенной на листе «Смена1» в его нижней части.

Данные на листе «Результат»

После распечатки листов с данными они подписываются мастерами и помещаются в «Журнал учета работ». Последовательность действий с книгами, файлами, базой данных выполняется по рабочим дням и сменам по необходимости.
Шаблон универсального бизнес-плана в формате Excel
 Представляю Вашему вниманию универсальный бизнес-план. В данной версии бизнес-плана Вы можете сравнить два или три варианта бизнеса между собой, чтобы выбрать самый оптимальный, т.е., Вы можете посмотреть, какие показатели будут достигнуты в случае приобретения разного типа оборудования (разная цена, производительность, эксплуатационные расходы и т.д.). Можно составить бизнес-план только на один вариант развития событий. Для этого варианты 2 и 3 заполнять не нужно.
Представляю Вашему вниманию универсальный бизнес-план. В данной версии бизнес-плана Вы можете сравнить два или три варианта бизнеса между собой, чтобы выбрать самый оптимальный, т.е., Вы можете посмотреть, какие показатели будут достигнуты в случае приобретения разного типа оборудования (разная цена, производительность, эксплуатационные расходы и т.д.). Можно составить бизнес-план только на один вариант развития событий. Для этого варианты 2 и 3 заполнять не нужно.
Выполнен данный бизнес-план в формате Excel. Вы отвечаете на вопросы и заносите исходные данные для расчета, размещенные на вкладке «Исходные данные», а именно, заполняются ячейки, залитые желтым цветом. В ячейках, которые залиты зеленым цветом, ответы выбираются из предлагаемого списка. Ячейки без заливки изменять не рекомендуется, т.к. это может повлечь за собой нарушение корректности расчетных данных.
После того, когда Вы занесли данные, на вкладках, залитых желтым цветом (Резюме, Общий прогноз и т.д.) будут автоматически составлены все разделы бизнес-плана. Их можно распечатать прямо из данного файла или скопировать в Word, а затем произвести необходимые изменения и распечатать.
При возникновении вопросов, пишите через форму обратной связи.
Скачать модель бизнес-плана в формате Excel (версия 2.02)
ВНИМАНИЕ! В универсальный шаблон бизнес-плана внесены дополнения! Просмотреть видео по данным дополнениям можно в конце страницы.
Содержание бизнес-плана
1. Резюме проекта
1.1. Основные характеристики проекта
1.2. Наши преимущества
1.3. Необходимость в финансировании
1.4. Основные показатели проекта
2. Общий прогноз
3. Описание продукции
3.1. Описание продуктов
3.2. Позиционирование продуктов на рынке
4. Обзор рынка
4.1. Общее состояние рынка
4.2. Тенденции в развитии рынка
4.3. Сегменты рынка
4.5. Характеристика потенциальных потребителей
5. Конкуренция
5.1. Основные участники рынка
5.2. Основные методы конкуренции в отрасли
5.3. Изменения на рынке
5.4. Описание ведущих конкурентов
5.5. Основные конкурентные преимущества и недостатки
5.6. Сравнительный анализ нашей продукции с конкурентами
6. План маркетинга
6.3. Продвижение продукции на рынке
7. План производства
7.1. Описание производственного процесса
7.2. Производственное оборудование
8. Управление персоналом
8.1. Основной персонал
8.2. Организационная структура
8.3. Поиск и подбор сотрудников
8.4. Обслуживание клиентов
9. Финансовый план
10. Риски
Приложения:
1. Формирование цены на продукцию
2. График реализации проекта
Диаграммы:
1. Уровень цены единицы продукции
Таблицы:
1. Сравнительный анализ продукции с конкурентами
2. Производственное оборудование
3. Основной персонал компании
4. Расчет показателей проекта без учета индекса инфляции
5. Расчет показателей проекта с учетом индекса инфляции
6. Основные виды возможных рисков для компании
Видеоурок по дополнениям, которые были выполнены в шаблоне бизнес-плана
Скачать модель бизнес-плана в формате Excel (версия 2.02)
Если материал поста был для Вас полезен, поделитесь ссылкой на него в своей соцсети:
Другие материалы по теме «Разработка бизнес-плана»
Вам также может быть интересно:
Как запланировать производство продукции на предприятии
За ошибки при планировании предприятие платит высокую цену в буквальном смысле. Планирование производства продукции – это процесс сбора данных о предполагаемом выпуске готовых изделий в единую программу, в стоимостном и натуральном измерении. Планирование производства и сбыта продукции относится к управленческой деятельности предприятия.
Определяется планируемый объем производства продукции на основании договоров с заказчиками и собственных потребностей, а также с учетом стратегического развития предприятия развития.

Система планирования работ как часть бизнес-плана
Если организация находится на начальной стадии, в бизнес-плане обязательно разрабатывается статья прогноза выпуска продукции, базирующаяся на маркетинговых изысканиях. В ней указываются данные о количестве и ассортименте предполагаемого выпуска номенклатуры, а также средства достижения цели: оборудование, потребность в материалах и человеческих ресурсах. Чтобы инвестировать в проект, необходимо тщательно планировать производство.
Порядок планирования на производстве
На действующем промышленном предприятии составляется производственная программа на основании заключённых договоров с заказчиками продукции, согласно плану госзакупок или по среднегодовым показателям выпуска продукции. А также учитываются данные анализа потребностей рынка и спроса на товар. В разработке планирования объема производства продукции участвуют следующие отделы:
- Производственная служба и отдел сбыта определяют номенклатуру, количество и сроки реализации. Выполняют планирование производства и реализации продукции.
- Задача бюджетного отдела — определить стоимость потребных материалов, трудовых затрат, энергоресурсов, топлива, а также затрат по накладным расходам и общеадминистративных расходах. Установить цену на новое изделие.
- Отделу кадров следует рассчитать количество станко-часов для выполнения всех операций и проанализировать соответствие трудовых ресурсов рассчитываемому объему выпуска продукции.
- Технический отдел анализирует соответствие основных средств, систем и устройств предприятия предполагаемому выполнению всех операций по изготовлению изделий, работ, услуг, устанавливает нормы затрат.
- Служба логистики подтверждает обеспечение и закупку товаров и материалов, запчастей и озвучивает цену на них.
При расчете операций используется позаказный, затратный и нормативные методы.
Основные правила и виды планирования
Основной целью производственного предприятия является получение высокой прибыли при наименьших издержках. Для того чтобы сохранять рентабельность, в прогнозных расчетах необходимо придерживаться следующих принципов:
- Принцип системности. Для обеспечения бесперебойной работы все службы на предприятии должны быть объединены единой целью и взаимосвязаны друг с другом.
- Принцип окупаемости. Все затраты и расходы на производство должны быть покрыты доходами, при определенной норме прибыли. Для этой цели используется балансовый метод.
- Принцип гибкости. При изменении производственных факторов предприятие должно обладать способностью перестраиваться в соответствии с требованиями.
- Принцип постоянства. Работа по планированию осуществляется непрерывно на протяжении всего жизненного цикла предприятия.
Виды планирования классифицируют в зависимости от сроков и целей программы.
Журнал учета рабочих заказов
Открывайте новые заказы на работу и отслеживайте их до завершения с помощью этого простого шаблона заказа на работу в Excel. Этот шаблон отслеживания заказов на работу использует таблицу и условное форматирование, помогая вам следить за ситуацией. Это шаблон с поддержкой специальных возможностей для заказов на обслуживание. В нем отведено место для номеров заказов на работу, описания заданий и многого другого.
Excel
Скачать
Поделиться
![]()
![]()
![]()
+ Техподдержка от наших специалистов

Стоимость — бесплатно
Шаблон учета производства
Готовая таблица — шаблон для ведения учета товаров и материалов на складе. Программа позволит вести складской учет, видеть остатки, статьи приходов и расходов в формулах Excel.
Создание автоматических операций списания по спецификации
Статьи дебиторской и кредиторской задолженности
Шаблон отчета по остаткам материалов и готовых товаров на складе
Ведение подсчета статей сырья, готовой продукции и себестоимости готовых изделий
Как выглядит шаблон?
Кому подойдет шаблон?
Таблица подойдет, если у вас несложное производство, например, сборки изделия из множества комплектующих с точным техническим заданием.

Что представляет собой шаблон?
Склад сырья. Учет поступлений и списаний сырья. Списания сырья формируются автоматически при приходе готового изделия.
Консультация по работе таблицы из нашей коллекции готовых шаблонов. Чтобы не тратить время и не разбираться с инструкцией самостоятельно.
ЦЕНА — 500 руб.
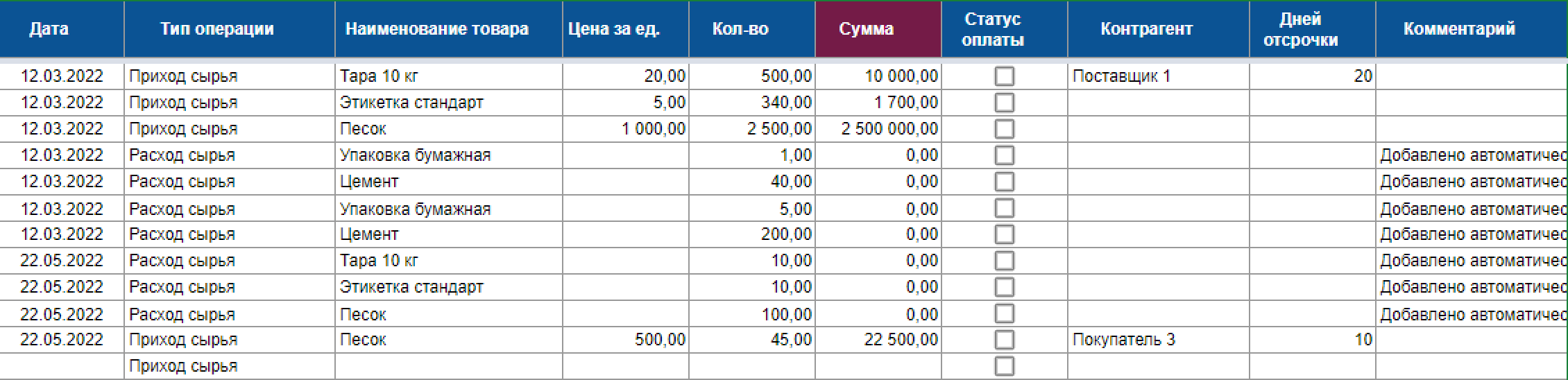
Склад готовой продукции. Учет поступлений произведенной продукции и ее отгрузок контрагентам.
Сэкономьте время и организуйте учет в компании на индивидуальной консультации с нашим специалистом.
Аналитика. Отчет по остаткам склада сырья и готовой продукции, расчет себестоимости, отчет о дебиторской и кредиторской задолженности.


Еще больше полезных материалов вы можете найти в нашем Telegram-канале:
Хотите обсудить свой проект?
Если Вам понравился наш кейс и Вы бы хотели проконсультироваться с нашей командой по поводу внедрения подобного решения в Вашу компанию, оставьте заявку и мы свяжемся с Вами в ближайшее время.


Для обсуждения вашей задачи напишите нам в WhatsApp. Проведем аудит и предложим решение.
Нередко случается, что какой-то даже небольшой, но неотрегулированный этап производства может сбивать работу всего предприятия. Иногда это решается корректировками в ручном режиме, но, если проблема не эпизодическая, решить ее можно только автоматизировав соответствующие процессы.
Заказы материалов на производство в Excel
Однажды в «Гигабайт» обратилась компания, занимающаяся производством рулонных этикеток и гибкой упаковки. Одним из важных процессов производства являлась намотка изделий на втулки. Перед каждой сменой менеджерам нужно было заказывать определенное количество втулок, чтобы обеспечить производство необходимыми расходными материалами.
Проблема заключалась в том, что менеджеры должны были проставлять в заказе на производство количество и размеры втулок, которые понадобятся для выпуска конкретной партии этикеток, и делали они это вручную.
Вся эта расчетная модель, она же План производства, была организована в Excel-файле, где проставлялись номера заказов покупателей, и были указаны диаметр втулок, их длина и количество. Учетная система по факту никак в этом процессе не была задействована. Для выполнения заказа втулок на предстоящие смены необходимо было собрать все заказы, определить сколько и какие именно втулки потребуются, сгруппировать их по диаметрам и ширине, а затем суммировать количество.
Так как продукция компании была востребована, и заказов было очень много, производство работало даже в выходные дни. При такой загрузке сформировать корректные заказы втулок на несколько смен вперед (например, на выходные дни) было довольно проблематично.
Дело в том, что вносимые в Excel-файл данные автоматически никак не коррелировались между собой, то есть, меняет менеджер диаметр втулки, его длина остается прежней, поправил количество втулок, группировка не сработала из-за несоответствия одного из показателей.

В итоге очень часто на производство поступали либо втулки «не той системы», либо их количество не соответствовало запланированному к печати числу этикеток… конвейер приходилось останавливать до поступления нужных втулок, выполнение заказов приостанавливалось.
Заказ, списание материалов в производство в 1С
Для решения этой проблемы специалисты «Гигабайт» предложили отказаться от расчетов в Excel и перевести все основные действия по заказу и списанию материалов в производство в учетную систему. Так, в 1С были реализованы следующие доработки:
-
В техническое задание был добавлен двухэтапный алгоритм расчета количества втулок. На первом учитывалось количество «ручьев» (линий намотки) с учетом размеров втулки, на втором был расчет количества втулок с учетом тиража этикеточной ленты, толщины намотки и количества ручьев.
Теперь менеджерам нужно было вводить не 8 показателей, а только 5, которые, кроме прочего, оказывались увязаны между собой, так что при введении некорректных показателей, ошибку можно было выявить сразу. -
Также был создан новый документ «Заказ втулок», который содержал данные об ответственном лице, сквозной номер, дату и комментарий. К нему прилагалась таблица с информацией по втулкам из выбранных заказов (с возможностью открыть любое техническое задание), данные о размерах этих самых втулок, их количестве. При проведении этого документа он проверялся на дубли.
-
Кроме того, в документ «Заказ втулок» была добавлена печатная форма «Сводный заказ втулок», где выводилась информация о дате и номере документа заказа и размерах втулок, которые нужно было заказать к определенной смене/сменам. Была реализована возможность сортировки по возрастанию ширины и группировки по диаметру и ширине для более удобной работы сотрудников склада.
В результате выполненных работ удалось решить основную проблему заказчика — устранить приостановку производственного процесса из-за недостатка расходных материалов. Доработки системы позволили формировать корректные заказы втулок на производство, избегать неизбежных при ручном вводе ошибок. Также появилась возможности смотреть сводные отчеты по списанию материалов в производство в 1С, корректировать закупки.
Читайте также:
Похожие статьи: