
Вы ещё на личности перейдите!
Ваш ответ говорит о вашей невоспитанности, глупости и злобности. Грустно, что такой человек присутствует на этом форуме.
И ещё, прежде чем писать гадости 10 раз подумайте, оно Вам надо. ВАЗ Вас и не заметит, слишком мелко, а репутацию Вам поправить — тяжело будет.
Мой ответ это результат большого профессионального и жизненного опыта. Моя репутация — человека правдивого и честного, не пострадает.
Репутация автопредприятия ВАЗ, КАМАЗ… складывается из качества автомашин. Качество автомобилей складывается из качества комплектующих и качества процессов. С каким уровнем Ppk детали вы получаете? Вы знаете? Думаю что нет! Например автомобильные шины к вам приходят по ключевым характеристикам Ppk<0,8; Метизы Ppk<0,3… Впрочем, на входном контроле у вас (автомобилестроителей)измерительная система непригодна.
«[i]президент АвтоВАЗа Бу Андерсон выгнал с предприятия «белых воротничков», устранил половину руководящих должностей[/i]» Однако с системой справиться не смог!
Откаты при заключении договоров, а не оценка качества компонентов стоят во главе угла любого предприятия. Принцип оценки комплектующих: «нормально г-но возить пойдет»! Купи российский автотаз и почувствуй г-ном. Наши автогиганты с огромными долгами перед государством обязанные приносить прибыль функционируют только для того, чтобы: «обеспечить занятость населения»!
«ВАЗ Вас и не заметит» Конечно нет! На наших предприятиях мнением потребителей манкируют! Жируют за счет государства -наплевав на всех! Руководители предприятия на мерседесах разъезжают, работягам едва на хлеб хватает. Вот такова репутация предприятий. А о моей репутации не хлопочите! Тот кто хочет видеть истинную картину и поправить дела на заводе — обращаются к профессионалам, а кому нужны лизуны…
Вспомнила анекдот: «Если вас неожиданно лизнули в зад — не спешите получить удовольствие. Возможно это только смазка!
Действительность это такая вещь на которую не стоит обижаться, если нет сил и способности исправить дело. 
Изменено 25 Марта 2016 пользователем iraida1
Like many of my Excel tutorials, this one is also inspired by one of the queries I got from a friend. She wanted to calculate the moving average in Excel, and I asked her to search for it online (or watch a YouTube video about it).
But then, I decided to write one myself (the fact that I was somewhat of a statistics nerd in college also played a minor role).
Now, before I tell you how to calculate moving average in Excel, let me quickly give you an overview of what moving average mean and what types of moving averages are there.
In case you want to jump to the part where I show how to calculate moving average in Excel, click here.
Note: I am not an expert on statistics and my intent in this tutorial is not to cover everything about moving averages. I only aim to show you how to calculate moving averages in Excel (with a brief introduction of what moving averages mean).
What is a Moving Average?
I am sure you know what’s an average value.
If I have three days of daily temperature data, you can easily tell me the average of the last three days (hint: you can use the AVERAGE function in Excel to do this).
A Moving Average (also called as the rolling average or running average) is when you keep the time period of the average the same, but keeps moving as new data is added.
For example, on Day 3, if I ask you the 3-day moving average temperature, you will give me the average temperature value of Day 1, 2 and 3. And if on Day 4 I ask you the 3-day moving average temperature, you will give me the average of Day 2, 3, and 4.
As new data is added, you keep the time period (3 days) the same but use the latest data to calculate the moving average.
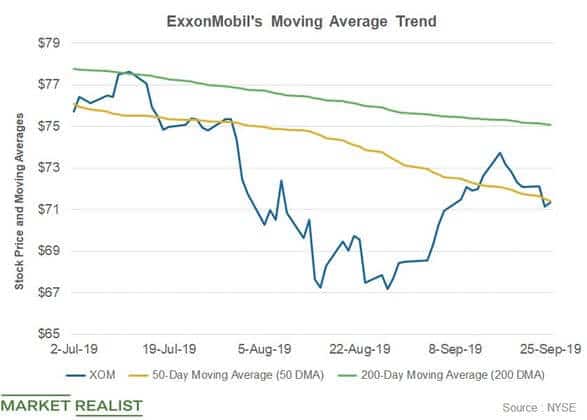
Moving average is heavily used for technical analysis and a lot of banks and stock-market analysts use it on a daily basis (below is an example I got from the Market Realist site).
One of the benefits of using the moving averages is that gives you the trend as well as smooths out fluctuations to an extent. For example, in case there is a really hot day, the three-day moving average of the temperature would still make sure that the average value has been smoothened (instead of showing you a really high value that could be an outlier – a one-off instance).
Types of Moving Averages
There are three types of moving averages:
- Simple moving average (SMA)
- Weighted moving average (WMA)
- Exponential moving average (EMA)
Simple Moving Average (SMA)
This is the simple average of the data points in the given duration.
In our daily temperature example, when you simply take an average of the past 10 days, it gives the 10-day simple moving average.
This can be achieved by averaging the data points in the given duration. In Excel, you can do this easily using the AVERAGE function (this is covered later in this tutorial).
Weighted Moving Average (WMA)
Let’s say that the weather is getting cooler with every passing day and you are using a 10-day moving average to get the temperature trend.
Day-10 temperature is more likely to be a better indicator of the trend as compared to Day-1 (since the temperature is dropping with every passing day).
So, we are better off if we rely more on the value of Day 10.
To make this reflect in our moving average, you can give more weight to the latest data and less to past data. This way, you still get the trend, but with more influence of the latest data.
This is called the weighted moving average.
Exponential Moving Average (EMA)
The exponential moving average is a type of weighted moving average where more weight is given to the latest data and it decreases exponentially for the older data points.
It is also called the Exponential Weighted Moving Average (EWMA)
The difference between WMA and EMA is that with WMA, you can assign weights based on any criteria. For example, in a 3-point moving average, you may assign a 60% weight age to the latest data point, 30% to the middle data point and 10% to the oldest data point.
In EMA, a higher weight is given to the latest value and the weight keeps getting exponentially lower for earlier values.
Enough of statistics lecture.
Now let’s dive in and see how to calculate moving averages in Excel.
Calculating Simple Moving Average (SMA) using Data Analysis Toolpak in Excel
Microsoft Excel already has an in-built tool to calculate the simple moving averages.
It’s called the Data Analysis Toolpak.
Before you can use the Data Analysis toolpak, you first need to check whether you have it in the Excel ribbon or not. There is a good chance you need to take a few steps to first enable it.
In case you already have the Data Analysis option in the Data tab, skip the steps below and see the steps on calculating moving averages.
Click on the Data tab and check whether you see the Data Analysis option or not. If you don’t see it, follow the below steps to make it available in the ribbon.
- Click the File tab

- Click on Options

- In the Excel Options dialog box, click on Add-ins

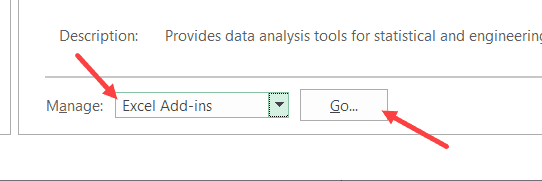
- At the bottom of the dialog box, select Excel Add-ins in the drop-down and then click on Go.

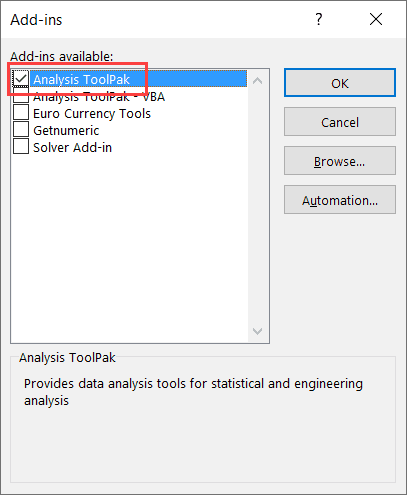
- In the Add-ins dialog box that opens, check the Analysis Toolpak option

- Click OK.
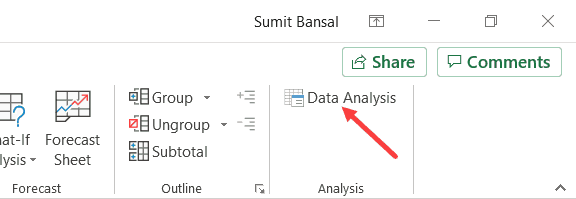
The above steps would enable the Data Analysis Toolpack and you will see this option in the Data tab now.
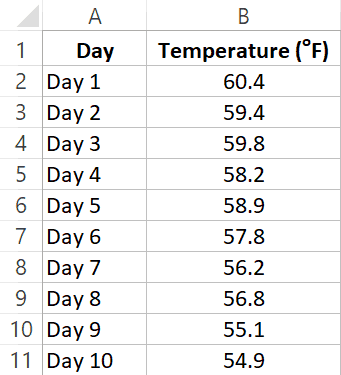
Suppose you have the dataset as shown below and you want to calculate the moving average of the last three intervals.
Below are the steps to use Data Analysis to calculate a simple moving average:
- Click the Data tab

- Click on Data Analysis option

- In the Data Analysis dialog box, click on the Moving Average option (you may have to scroll a bit to reach it).

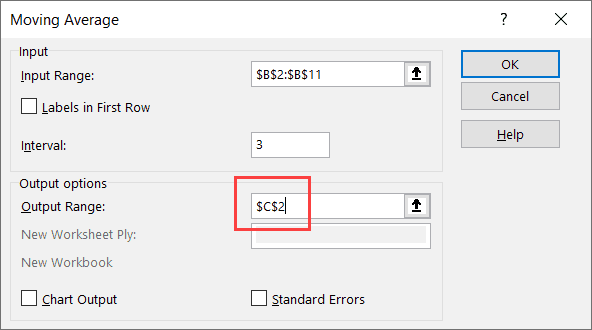
- Click OK. This will open the ‘Moving Average’ dialog box.
- In the Input Range, select the data for which you want to calculate the moving average (B2:B11 in this example)

- In the Interval option, enter 3 (as we are calculating a three-point moving average)
- In the Output range, enter the cell where you want the results. In this example, I am using C2 as the output range
- Click OK
The above steps would give you the moving average result as shown below.
Note that the first two cells in column C have the result as #N/A error. This is because it’s a three-point moving average and needs at least three data points to give the first result. So the actual moving average values start after the third data point onwards.
You will also notice that all this Data Analysis toolpak has done is applied an AVERAGE formula to the cells. So if you want to do this manually without the Data Analysis toolpack, you can certainly do that.
There are, however, a few things that are easier to do with the data analysis toolpak. For example, if you want to get the standard error value as well as the chart of the moving average, all you need to do is check a box and it will be a part of the output.
Calculating Moving Averages (SMA, WMA, EMA) using Formulas in Excel
You can also calculate the moving averages using the AVERAGE formula.
In fact, if all you need is the moving average value (and not the standard error or chart), using a formula can be a better (and faster) option than using the Data Analysis Toolpak.
Also, Data analysis Toolpak only gives the Simple Moving Average (SMA), but if you want to calculate WMA or EMA, you need to rely on formulas only.
Calculating Simple Moving Average using Formulas
Suppose you have the dataset as shown below and you want to calculate the 3-point SMA:
In the cell C4, enter the following formula:
=AVERAGE(B2:B4)
Copy this formula for all the cells and it will give you the SMA for each day.
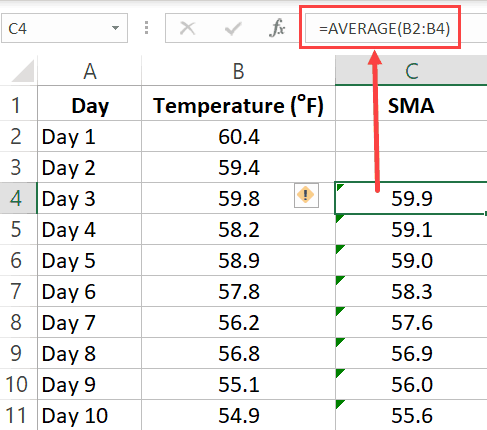
Remember: When calculating SMA using formulas, you need to make sure the references on the formula are relative. This means that the formula can be =AVERAGE(B2:B4) or =AVERAGE($B2:$B4), but it can not be =AVERAGE($B$2:$B$4) or =AVERAGE(B$2:B$4). The row number part of the reference needs to be without the dollar sign. You can read more about absolute and relative references here.
Since we are calculating a 3-point Simple Moving Average (SMA), the first two cells (for the first two days) are empty and we start using the formula from the third day onwards. If you want, you can use the first two values as is, and use the SMA value from the third one onwards.
Calculating Weighted Moving Average using Formulas
For WMA, you need to know the weights that would be assigned to the values.
For example, suppose you need to calculate the 3 point WMA for the below dataset, where 60% weight is given to the latest value, 30% to the one before it and 10% of the one before it.
To do this, enter the following formula in cell C4 and copy for all cells.
=0.6*B4+0.3*B3+0.1*B2
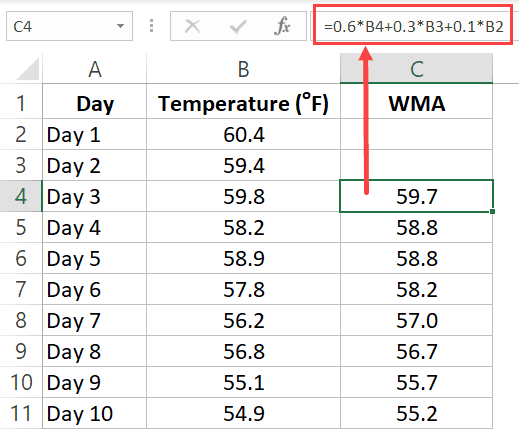
Since we are calculating a 3-point Weighted Moving Average (WMA), the first two cells (for the first two days) are empty and we start using the formula from the third day onwards. If you want, you can use the first two values as is, and use the WMA value from the third one onwards.
Calculating Exponential Moving Average using Formulas
Exponential Moving Average (EMA) gives higher weight to the latest value and the weights keep on getting lower exponentially for earlier values.
Below is the formula to calculate the EMA for a three-point moving average:
EMA = [Latest Value - Previous EMA Value] * (2 / N+1) + Previous EMA
…where N would be 3 in this example (as we are calculating a three-point EMA)
Note: For the first EMA value (when you don’t have any previous value to calculate EMA), simply take the value as is and consider it the EMA value. You can then use this value going forward.
Suppose you have the below data set and you want to calculate the three-period EMA:
In cell C2, enter the same value as in B2. This is because there is no previous value to calculate EMA.
In cell C3, enter the below formula and copy for all cells:
=(B3-C2)*(2/4)+C2
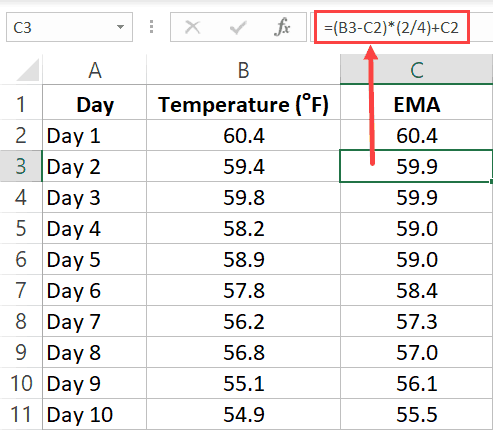
In this example, I have kept it simple and used the latest value and previous EMA value to calculate the current EMA.
Another popular way of doing this is by first calculating the Simple Moving Average and then using it instead of the actual latest value.
Adding Moving Average Trend Line to a Column Chart
If you have a dataset and you’re creating a bar chart using it, you can also add the moving average trend line with a few clicks.
Suppose you have a dataset as shown below:
Below are the steps to create a bar chart using this data and adding a three-part moving average trendline to this chart:
- Select the dataset (including the headers)
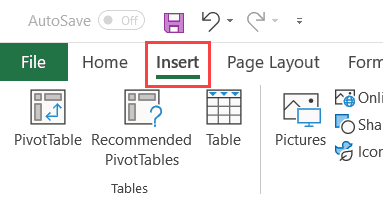
- Click the Insert tab

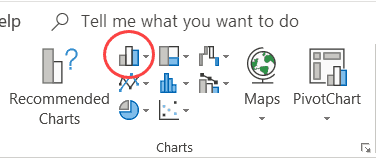
- In the Chart group, click on the ‘Insert Column or Bar chart’ icon.

- Click on the Clustered Column chart option. This will insert the chart in the worksheet.

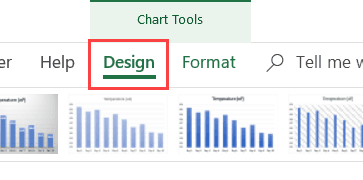
- With the chart selected, click on the Design tab (this tab only appears when the chart is selected)

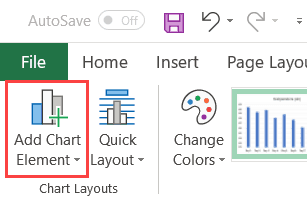
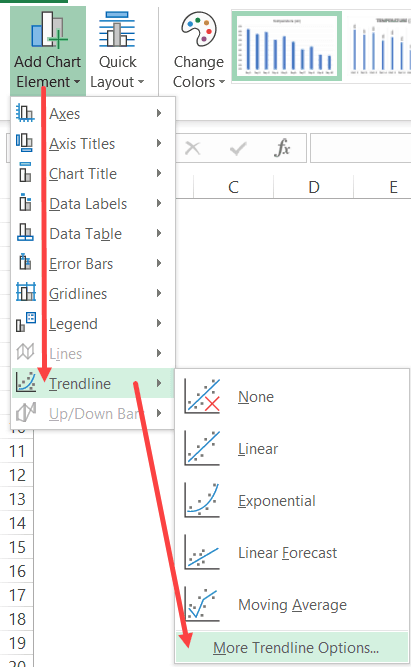
- In the Chart Layouts group, click on ‘Add Chart Element’.

- Hover the cursor on the ‘Trendline’ option and then click on ‘More Trendline Options’

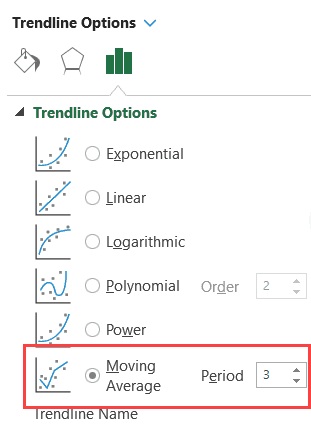
- In the Format Trendline pane, select the ‘Moving Average’ option and set the number of periods.

That’s it! The above steps would add a moving trendline to your column chart.
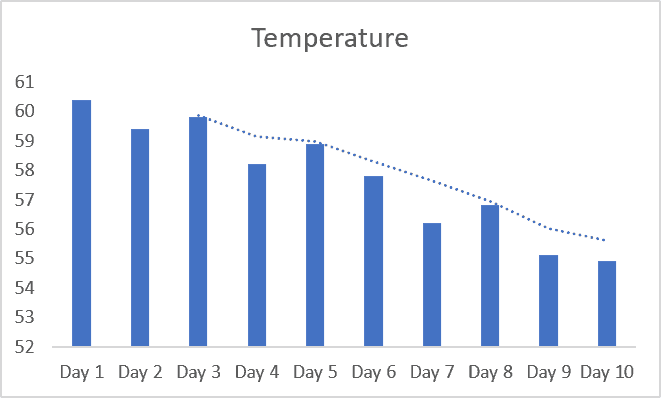
In case you want to insert more than one moving average trendline (for example one for 2 periods and one for 3 periods), repeat the steps from 5 to 8).
You can use the same steps to insert a moving average trend line to a line chart as well.
Formatting the Moving Average Trend Line
Unlike a regular line chart, a moving average trend line doesn’t allow a lot of formatting. For example, if you want to highlight a specific data point on the trend line, you won’t be able to do that.
A few things you can format in the trendline include:
- Color of the line. You can use this to highlight one of the trendlines by making everything in the chart light in color and making the trendline pop-out with a bright color
- The thickness of the line
- The transparency of the line
To format the moving average trendline, right-click on it and then select the Format Trendline option.
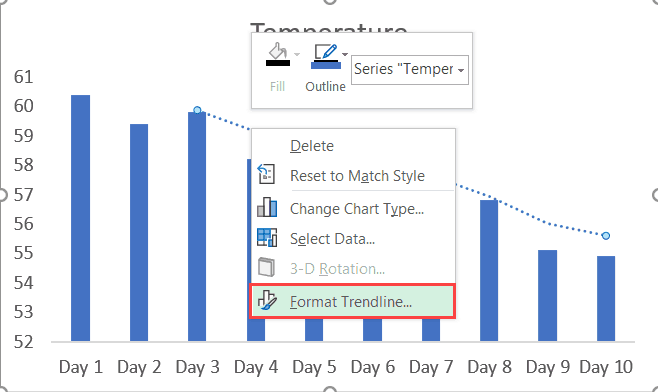
This will open the Format Trendline pane on the right. This pane as all the formatting options (in different sections – Fill & Line, Effects, and Trendline Options).
You may also like the following Excel tutorials:
- What is Standard Deviation and How to Calculate it in Excel?
- How to Calculate Square Root in Excel
- Calculating Weighted Average in Excel
- How to Calculate Compound Annual Growth Rate (CAGR) in Excel
- How to Make a Bell Curve in Excel
- How to Add a TrendLine in Excel Charts
- How to Calculate Average Annual Growth Rate (AAGR) in Excel
- 5 Easy Ways to Calculate Running Total in Excel (Cumulative Sum)
HDR
Does any one have a MSA Excel worksheet that includes GR&R, Bias, Linearity, etc. Thank you.

Marc
Fully vaccinated are you?

HDR,
Welcome to the Cove. There is also an AIAG sanctioned Excel spreadsheet with all of the core tools forms. Go to the AIAG Store and search for APD-0105. It’s US$250.00 for a 5 seat license but it’s worth its weight in gold.
vishd2003
tarheels4 — 2007
HDR said:
Does any one have a MSA Excel worksheet that includes GR&R, Bias, Linearity, etc. Thank you.
Here is one for GR&R
-
29 KB
Views: 2,111

Thank you both for these forms but please note that both of them use the 2nd edition constants and are not valid according to the latest edition of MSA
Marc
Fully vaccinated are you?
Can the constants be changed or are the sheets locked?

GRR and Attribute Gage Study Forms
Hi guys,
I’ve been registered since 2002 and I got a lot of help from you. So, I want to reciprocate by sharing my wares. The «commingled chart» is linked to the «grr msa by ARK» file. You can edit cells with pastel colors.
-
77 KB
Views: 2,401 -
59.5 KB
Views: 1,720 -
32 KB
Views: 1,478 -
136 KB
Views: 1,986
tony s said:
Hi guys,
I’ve been registered since 2002 and I got a lot of help from you. So, I want to reciprocate by sharing my wares. The «commingled chart» is linked to the «grr msa by ARK» file. You can edit cells with pastel colors.
Thanks for the files.
Now you have broken the ice keep on posting
dbulak
tony s said:
Hi guys,
I’ve been registered since 2002 and I got a lot of help from you. So, I want to reciprocate by sharing my wares. The «commingled chart» is linked to the «grr msa by ARK» file. You can edit cells with pastel colors.
Tony, can you share the password to unprotect the sheet?
Разделы презентаций
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Информатика
- История
- Литература
- Математика
- Медицина
- Музыка
- МХК
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Немецкий язык
- Французский язык
- Русский язык
- Технология
- Физика
- Философия
- Химия
- Экология
- Экономика
- Детские презентации
- Шаблоны, фоны презентаций
- Разное
- Образование
- Искусство
- Юриспруденция
- Маркетинг
- Менеджмент
- Страхование
- Логистика
Вы можете изучить и скачать доклад-презентацию на
тему Анализ измерительных процессов MSA
( Measurement System Analysis ).
Презентация на заданную тему содержит 43 слайдов. Для просмотра воспользуйтесь
проигрывателем,
если материал оказался полезным для Вас — поделитесь им с друзьями с
помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
Презентации»
Образование»
Анализ измерительных процессов MSA
( Measurement System Analysis )






Слайды и текст этой презентации
Слайд 1
Описание слайда:
Слайд 2
Описание слайда:
Слайд 3
Описание слайда:
Слайд 4
Описание слайда:
Слайд 5
Описание слайда:
Слайд 6
Описание слайда:
Слайд 7
Описание слайда:
Слайд 8
Описание слайда:
Слайд 9
Описание слайда:
Слайд 10
Описание слайда:
Слайд 11
Описание слайда:
Слайд 12
Описание слайда:
Слайд 13
Описание слайда:
Слайд 14
Описание слайда:
Слайд 15
Описание слайда:
Слайд 16
Описание слайда:
Слайд 17
Описание слайда:
Слайд 18
Описание слайда:
Слайд 19
Описание слайда:
Слайд 20
Описание слайда:
Слайд 21
Описание слайда:
Слайд 22
Описание слайда:
Слайд 23
Описание слайда:
Слайд 24
Описание слайда:
Слайд 25
Описание слайда:
Слайд 26
Описание слайда:
Слайд 27
Описание слайда:
Слайд 28
Описание слайда:
Слайд 29
Описание слайда:
Слайд 30
Описание слайда:
Слайд 31
Описание слайда:
Слайд 32
Описание слайда:
Слайд 33
Описание слайда:
Слайд 34
Описание слайда:
Слайд 35
Описание слайда:
Слайд 36
Описание слайда:
Слайд 37
Описание слайда:
Слайд 38
Описание слайда:
Слайд 39
Описание слайда:
Слайд 40
Описание слайда:
Слайд 41
Описание слайда:
Слайд 42
Описание слайда:
Слайд 43
Описание слайда:
Скачать презентацию на тему Анализ измерительных процессов MSA
( Measurement System Analysis ) можно ниже:
Отправить на email
Скачать
Tags
Анализ измерительных процессов MSA
( Measurement System Analysis )
Похожие презентации

Совы (2 класс)
4604 просмотра
Уроки вежливости 2 класс
5759 просмотров

Классный час Зимующие птицы 1-4 к…
6888 просмотров

Птицы Красной книги
2203 просмотра
Редкие и исчезающие виды растений…
9123 просмотра

Экологические проблемы Санкт-Пете…
3969 просмотров
Сочинения о любимой книге учащихс…
22137 просмотров
Что растёт на подоконнике и на кл…
3516 просмотров

ОГЭ Русский язык. Практикум. Зада…
4267 просмотров
Профессия повар, кондитер
4928 просмотров
Занятие по риторике вежливый отка…
7797 просмотров

Почвы. Охрана почв
3189 просмотров
Эволюция человека 11 класс
6437 просмотров
Вышивка крестом
5845 просмотров
Подземные воды 2 класс
2539 просмотров
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТ…
7113 просмотров

Технология изготовления изделия (…
2220 просмотров

Города-герои Мурманск
2919 просмотров
Я и моя профессия – автомеханик
5391 просмотр
Волки
2769 просмотров

Речевое развитие детей с ТНР в иг…
2300 просмотров
Возникновение Москвы
10133 просмотра
Правописание удвоенных согласных …
2685 просмотров

Репродуктивное здоровье человека …
4197 просмотров
Джонатан Свифт Путешествие Гуллив…
4955 просмотров
Тема человек и книга в истории ци…
2043 просмотра
Морфемный и словообразовательный …
4604 просмотра
Предпосылки правомерного поведени…
3542 просмотра
Кроссворд-проверка «Второстепенны…
7162 просмотра
Берегите природу
5743 просмотра
Отправить презентацию на почту
0%
Презентация успешно отправлена!
Ошибка! Введите корректный Email!
|
Ранжирующая система MSA. Определить UCI и LCI 95% |
||||||||
Ответить |

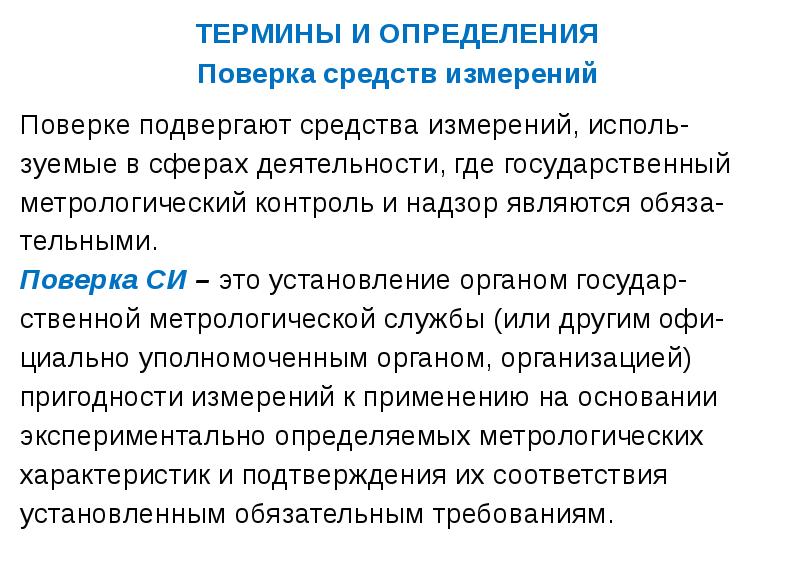
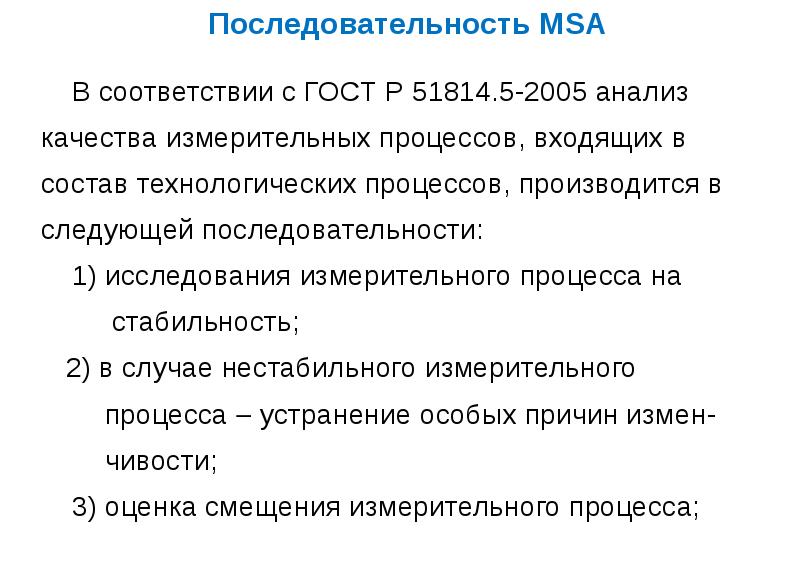
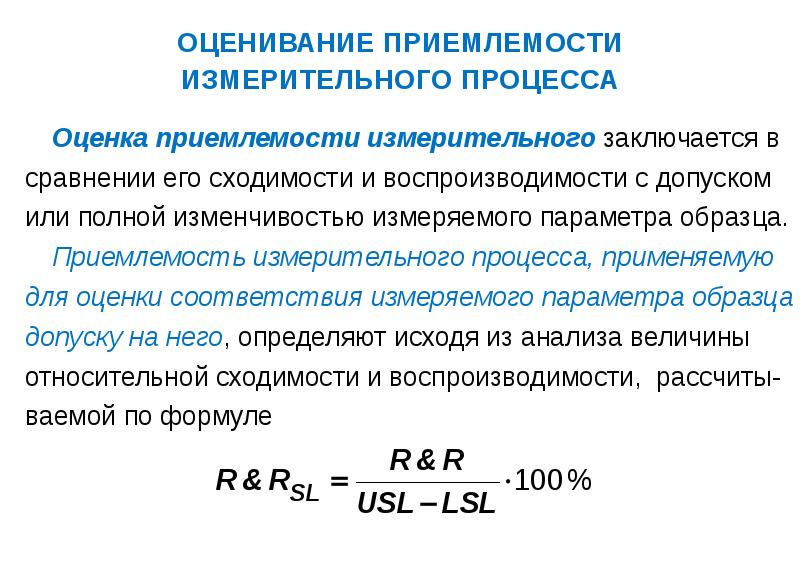
MSA занимает исключительно важное место в проектах по улучшению качества. Очень много проектов по анализу и улучшению процессов сломали их участников и посеяли разочарование только из-за того, что не был проведен MSA. Многочасовые поиски факторов, оказывающих влияние на выходное качество, не привели к результатам. Причина – сильное влияние погрешности измерительных систем на результат контроля. Именно оценка вклада измерительной системы в разброс выходных параметров процесса является основной целью MSA. Если этот вклад большой, то выявление других факторов нужно прекратить, поскольку большая погрешность будет «туманом», не позволяющим выявить влияние других факторов.
К сожалению, практика показывает, что аудиторы иногда накладывают совершенно необоснованные требования по проведению MSA анализа. Поэтому, чтобы противостоять бездумному следованию требованиям стандартов, у специалистов компании должны быть «железные аргументы». Курс учит логически рассуждать и определять целесообразность использования MSA.
Анализ измерительных систем (MSA) ошибочно принято относить к инструментам для службы главного метролога. На практике у MSA три потребителя:
Наши клиенты (клиенты хотят оценить пригодность наших измерительных процессов)
Аудиторы ИСО (Требование ГОСТов)
Команды по улучшению качества
Задача тренинга — формирование устойчивых навыков практического применения методик и инструментов MSA
Возможность использования своих данных в процессе обучения
Программа тренинга
ДЕНЬ 1. Основные статистические понятия, показатели и графики. Оценки смещения и линейности измерительной системы
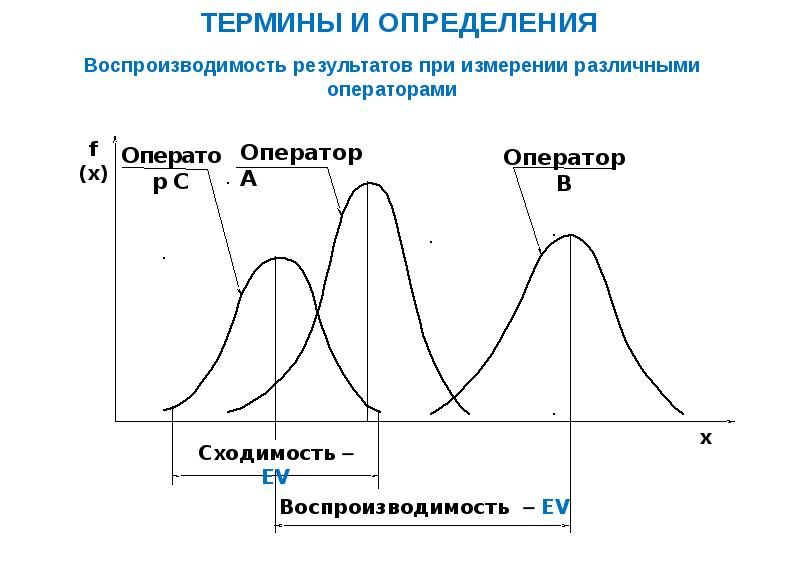
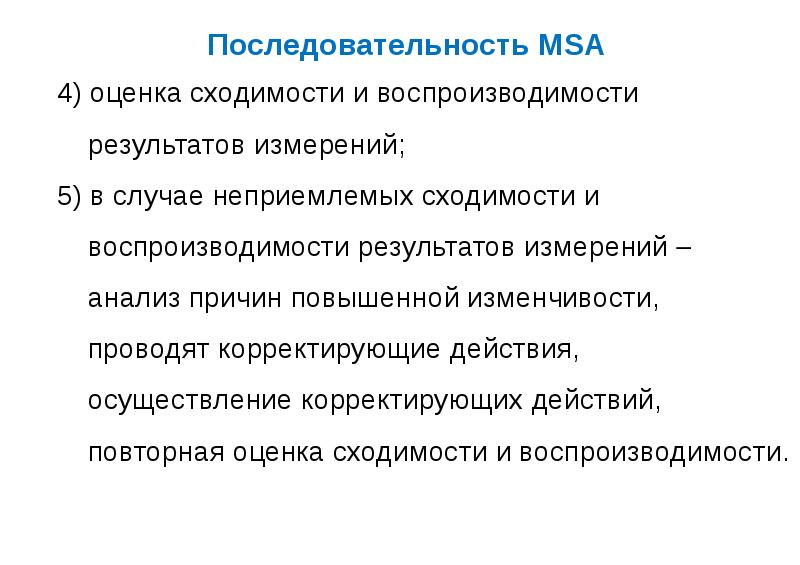
ДЕНЬ 2. Анализ повторяемости (сходимости) и воспроизводимости (R&R) измерительной системы
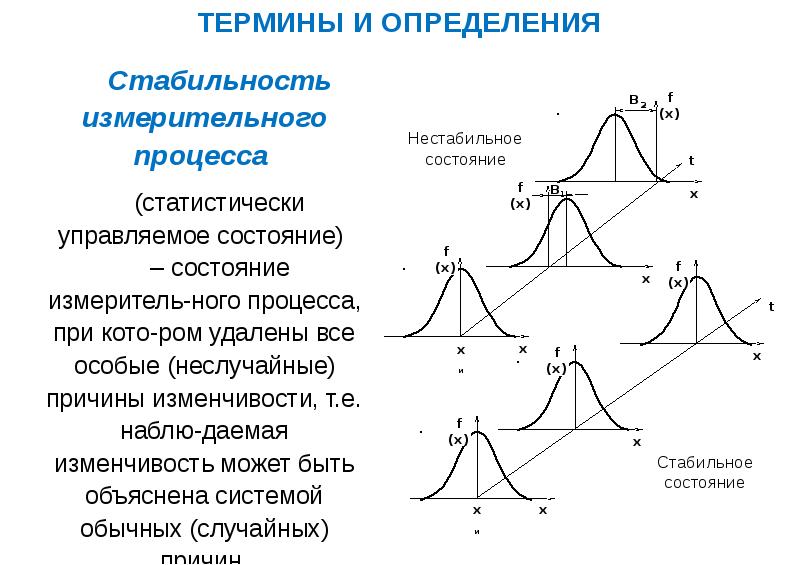
ДЕНЬ 3. Анализ стабильности измерительных процессов. Анализ неколичественных измерений
1. Если от вашей компании планируется 3 и более человека, даты проведения могут быть скорректированы в соответствии с вашими потребностями, либо назначены дополнительные даты.
2. Формат проведения в указанные даты может быть быть изменен в соответствии с потребностями участников (очный — на онлайн и наоборот).
MSA
Модератор: Александр Воробьёв
- Ответить с цитатой
MSA
Здравствуйте !
Кто может на примере показать как рассчитывается линейность измерительной системы?
- Овчинников Владимир
- Ответить с цитатой
![]() Григорий Лисицкий » 31 мар 2008, 19:53
Григорий Лисицкий » 31 мар 2008, 19:53
Могу сбросить пример расчета линейности в Excel.
Дайте E.mail
- Григорий Лисицкий
- Ответить с цитатой
![]() Гулевич Юрий » 31 мар 2008, 22:43
Гулевич Юрий » 31 мар 2008, 22:43
Григорий Лисицкий писал(а):Могу сбросить пример расчета линейности в Excel.
Дайте E.mail
Если можно то на
uok@agu.by
- Гулевич Юрий
- Ответить с цитатой
![]() Травникова Татьяна » 08 окт 2009, 14:01
Травникова Татьяна » 08 окт 2009, 14:01
Уважаемые коллеги! Просветите кто-нибудь о проведении аттестации измерительных систем, когда контроль параметра проводится визуально. То есть рабочий смотрит на пруток металла после обработки: есть окалина или нет окалины. И вообще надо ли такую измерительную систему аттестовывать. Аудиторы требуют.
- Травникова Татьяна
- Ответить с цитатой
![]() Роман Озеранский » 08 окт 2009, 16:58
Роман Озеранский » 08 окт 2009, 16:58
Травникова Татьяна писал(а): Аудиторы требуют.
На каком основании?
Первая Теорема Деминга: Никто не беспокоится о долговременной прибыли.
Вторая Теорема Деминга: Нас губят наилучшие усилия.
-

Роман Озеранский - Администратор форума

- Сообщения: 35280
- Зарегистрирован: 15 авг 2004, 17:57
- Откуда: Москва
- Благодарил (а): 0 раз.
- Поблагодарили: 274 раз.
-
- Сайт

- Ответить с цитатой
![]() Травникова Татьяна » 08 окт 2009, 17:46
Травникова Татьяна » 08 окт 2009, 17:46
На том основании, что эта измерительная система внесена в План управления.
- Травникова Татьяна
- Ответить с цитатой
![]() Галина Слистина » 14 окт 2009, 08:10
Галина Слистина » 14 окт 2009, 08:10
Травникова Татьяна писал(а):Уважаемые коллеги! Просветите кто-нибудь о проведении аттестации измерительных систем, когда контроль параметра проводится визуально. То есть рабочий смотрит на пруток металла после обработки: есть окалина или нет окалины. И вообще надо ли такую измерительную систему аттестовывать. Аудиторы требуют.
Здравствуйте, Татьяна!
Такую измерительную систему ( использующую контрольный процесс, т.е основанную на альтернативных данных) конечно надо аттестовать.
Принцип такой:
оценка — может ли оператор используя такой метод контроля (визуальный) и такое средство измерения (в данном случае наверное сравнение с контрольным образцом) принять адекватное решение о годности и/или негодности изделия (или параметра процесса).
Надо выбрать примерно 20 образцов из них 5-10 заведомо негодных по критериям приемки (имеющие следы окалины , причем эти следы лучше чтоб были различной величины — от маленьких до явно видимых). Далее например 2 оператора( контролера) оценивают (естественно не зная где годный) эти образцы. Если 1 оператор безошибочно определяет годность/негодность образца. а у другого не получается — вопрос в подготовке ( компетентности оператора). Если ошибочные выводы есть у обоих -вопрос в методике контроля.
Пример оформления в приложенном файле.
У вас нет необходимых прав для просмотра вложений в этом сообщении.
- Галина Слистина
- Ответить с цитатой
![]() Травникова Татьяна » 14 окт 2009, 15:04
Травникова Татьяна » 14 окт 2009, 15:04
Галина, спасибо за ответ! Сейчас посмотрю.
- Травникова Татьяна
- Ответить с цитатой
![]() Травникова Татьяна » 14 окт 2009, 15:14
Травникова Татьяна » 14 окт 2009, 15:14
Посмотрела. Не совсем понятно: при каких условиях измерительная система могла бы быть признана эффективной? И как реагирует внешний аудит на данную методику анализа ИС?
- Травникова Татьяна
- Ответить с цитатой
![]() Галина Слистина » 15 окт 2009, 08:25
Галина Слистина » 15 окт 2009, 08:25
Травникова Татьяна писал(а):Посмотрела. Не совсем понятно: при каких условиях измерительная система могла бы быть признана эффективной? И как реагирует внешний аудит на данную методику анализа ИС?
Добрй день!
Татьяна . О признание измерительнойсистемы эффективной ( то есть достигающей нужного ей и нам результата с заданным уровнем ресурсов) наверное надо судить вам ( в смысле вашей органиазции).
Задача аттестации , о которой мы говорили — оценка возможности данной измерительной системы выдавать сходимые и вопроизводимые результаты независимо от изменения составляющих ее компонетов (человека, методики, СИ/СК, образцов для измерения,внешней среды).
А по — поводу внешних аудитов.
Такой метод аттестации использовался на предприятиях — поставщиках, прошедших аудиты UTAC KIA RENAULT MAGNA.
Возражений не было.
Ну и наверное можно обратитьмя к первоисточнику, т.е. к методике MSA (ФОРД, Крайслер, Дженерал Моторс). Там про ранжированные системы понятно и подробно написано.
Может быть такой метод кажется некоторым непонятным и неправильным, но он прошел практическую апробацию в реальных условяих действующих производств.И был признан (см. выше).
- Галина Слистина
- Ответить с цитатой
MSA
![]() Козлова Татьяна » 19 окт 2009, 12:51
Козлова Татьяна » 19 окт 2009, 12:51
Есть ли на форуме специалисты работающие в сфере автомобилестроения?
Работаю на заводе по изготовлению автом.аккумуляторов и столкнулась с таким вопросом в сфере измерительной системы: влажность пасты, уровень электролита, анализ активной массы.
Если есть в форуме работники этой сферы помогите, как провести msa?
- Козлова Татьяна
- Ответить с цитатой
![]() Роман Озеранский » 19 окт 2009, 13:20
Роман Озеранский » 19 окт 2009, 13:20
Первая Теорема Деминга: Никто не беспокоится о долговременной прибыли.
Вторая Теорема Деминга: Нас губят наилучшие усилия.
-
Роман Озеранский - Администратор форума
- Сообщения: 35280
- Зарегистрирован: 15 авг 2004, 17:57
- Откуда: Москва
- Благодарил (а): 0 раз.
- Поблагодарили: 274 раз.
-
- Сайт
- Ответить с цитатой
msa
![]() Козлова Татьяна » 19 окт 2009, 13:52
Козлова Татьяна » 19 окт 2009, 13:52
Это все понятно-ваши ссылки, но проведение по анализу влажности проводится с завышением GRR, все перепробованные мной методы приводят к одному -система не приемлема.
У вас нет необходимых прав для просмотра вложений в этом сообщении.
- Козлова Татьяна
- Ответить с цитатой
![]() Андрей Волков » 19 окт 2009, 18:01
Андрей Волков » 19 окт 2009, 18:01
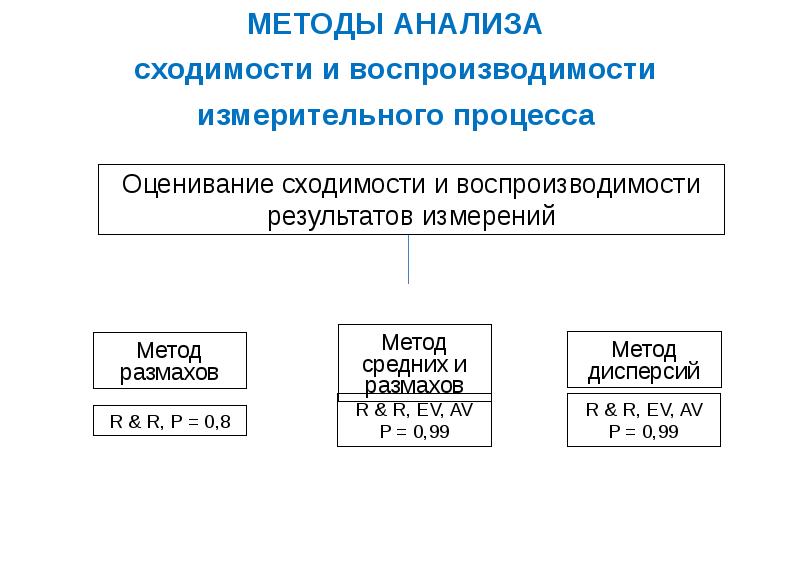
Татьяна, попробуйте, как советует методика MSA — три контролера, три попытки, метод средних и размахов. И параметр части почему-то много ниже допуска. А если система непримлема — ищите причину)
- Андрей Волков
- Сообщения: 6459
- Зарегистрирован: 24 янв 2005, 13:23
- Благодарил (а): 114 раз.
- Поблагодарили: 106 раз.
- Ответить с цитатой
![]() Андрей Орешин » 23 окт 2009, 15:22
Андрей Орешин » 23 окт 2009, 15:22
Не так давно был на VARTA лепят те же accumulator battery — нетути такого явления как «три контролера, три попытки, метод средних и размахов» 100% контроль влажность пасты, уровень электролита, а вот анализ активной массы раз в час и рисует комп банальный X-R chart
- Андрей Орешин
- Ответить с цитатой
![]() Андрей Волков » 23 окт 2009, 19:50
Андрей Волков » 23 окт 2009, 19:50
Андрей Орешин писал(а):Не так давно был на VARTA лепят те же accumulator battery — нетути такого явления как «три контролера, три попытки, метод средних и размахов» 100% контроль влажность пасты, уровень электролита, а вот анализ активной массы раз в час и рисует комп банальный X-R chart
дык MSA проводят или нет?
- Андрей Волков
- Сообщения: 6459
- Зарегистрирован: 24 янв 2005, 13:23
- Благодарил (а): 114 раз.
- Поблагодарили: 106 раз.
- Ответить с цитатой
Re:
![]() Сергей Шпак » 09 июл 2014, 17:14
Сергей Шпак » 09 июл 2014, 17:14
Галина Слистина писал(а):
Травникова Татьяна писал(а):Уважаемые коллеги! Просветите кто-нибудь о проведении аттестации измерительных систем, когда контроль параметра проводится визуально. То есть рабочий смотрит на пруток металла после обработки: есть окалина или нет окалины. И вообще надо ли такую измерительную систему аттестовывать. Аудиторы требуют.
Здравствуйте, Татьяна!
Такую измерительную систему ( использующую контрольный процесс, т.е основанную на альтернативных данных) конечно надо аттестовать.
Принцип такой:
оценка — может ли оператор используя такой метод контроля (визуальный) и такое средство измерения (в данном случае наверное сравнение с контрольным образцом) принять адекватное решение о годности и/или негодности изделия (или параметра процесса).Надо выбрать примерно 20 образцов из них 5-10 заведомо негодных по критериям приемки (имеющие следы окалины , причем эти следы лучше чтоб были различной величины — от маленьких до явно видимых). Далее например 2 оператора( контролера) оценивают (естественно не зная где годный) эти образцы. Если 1 оператор безошибочно определяет годность/негодность образца. а у другого не получается — вопрос в подготовке ( компетентности оператора). Если ошибочные выводы есть у обоих -вопрос в методике контроля.
Пример оформления в приложенном файле.
А что можно сказать о научности этого метода? К какой методике приплести?
Нарушение правил форума!
п. 23. Соотношение цитируемого текста к написанному не должно превышать 5:1.
Администратор
- Сергей Шпак
Вернуться в Прочие стандарты
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1
Демонстрационная версия компьютерной программы MSA и на сайте:
![]()
7. Анализ измерительной системы MSA по оценке параметров процессов
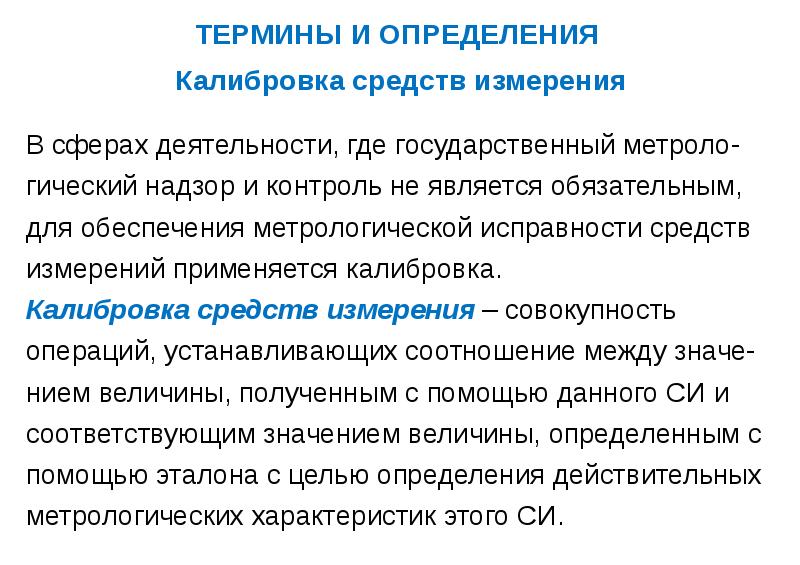
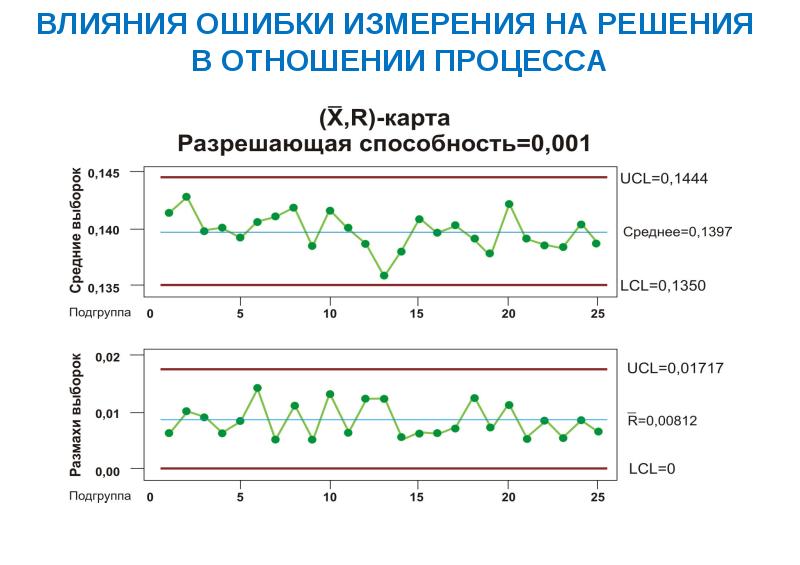
Для оценки (измерения) характеристик продукции и процессов необходимо минимизировать риск того, что несоответствие измерительной системы может привести к ложным решениям при контроле продукции и к излишнему регулированию процесса. Измерительная система включает в себя: средство измерения СИ (поверенное, калиброванное), правило проведения измерений (методика, навыки оператора), измеряемый объект (нередко с нестабильными, изменчивыми характеристиками).
") MSA(анализ измерительных систем) включает в себя определение:
MSA(анализ измерительных систем) включает в себя определение:
§разрешающей способности;
§точности;
§повторяемости;
§промежуточной претензионности;
§воспроизводимости;
§отклонений от линейности
Весь список анализа можно провести посредством программы MSA_IT. Система оценки MSA_IT включает в себя: автоматический расчёт разрешающей способности измерительной системы, оценку воспроизводимости и точности, публикацию развёрнутого протокола оценки измерительной системы.



Папка PPAP Production Part Approval Process для подтверждения того, что продукт соответствует требованиям заказчика!
(Key Product Characteristics/ Ключевые характеристики продукта КХП) направляются потребителям продукции (деталей) на машиностроительные предприятия, для заключения договора (контракта) на поставки деталей/компонентов.
Папка PPAP содержит:
· Протоколы MSA — подтверждение пригодности измерительной системы по всем КХП.
· Протоколы SPC — подтверждение воспроизводимости процесса расчёты Cp; Cpk по всем ККХ.
· Протоколы SPC — подтверждение пригодности продукта расчёты Pp; Ppk по всем КХП.
· Протоколы FMEA (PFMEA, DFMEA) по стадии проектирования и постоянного мониторинга.
Статистический анализ процесса (главная)
Область применения, нормативные ссылки
Разработка и актуализация общей схемы технологического процесса производства автошин
FMEA Анализ видов и последствий отказов
Определение ключевых характеристик процесса и продукта (СОКХ)
Анализ измерительной системы (MSA) по оценке параметров процессов
Расчёт пригодности и воспроизводимости процессов (Pp, Ppk, Cp, Cpk)
Процесс согласования производства части (PPAP)
April 2018
(Note: all the previous publications in the measurement systems analysis category are listed on the right-hand side. Select «Return to Categories» to go to the page with all publications sorted by category. Select this link for information on the SPC for Excel software.)
 You have run your Gage R&R study. You enter the results into your software program. You run the analysis. The results come back that the % Gage R&R is 32%. You look at the acceptance criteria from AIAG:
You have run your Gage R&R study. You enter the results into your software program. You run the analysis. The results come back that the % Gage R&R is 32%. You look at the acceptance criteria from AIAG:
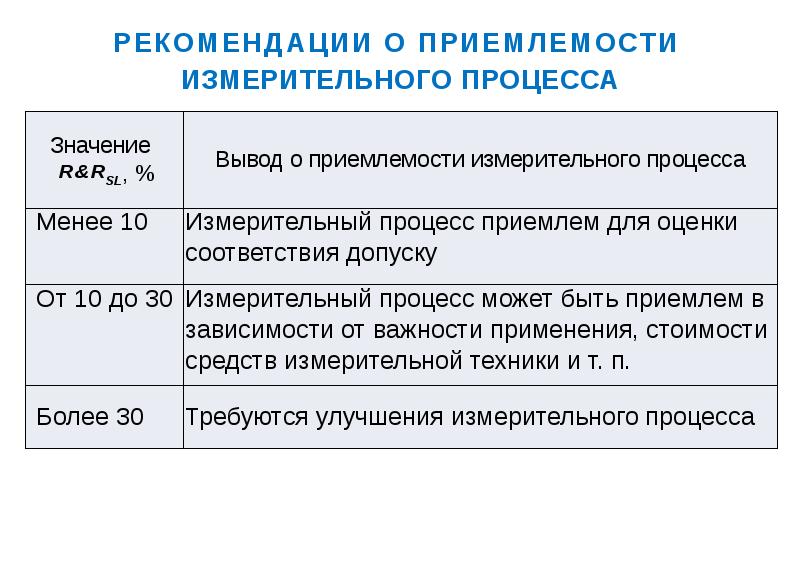
- If the % Gage R&R is under 10%, the measurement system is generally considered to be an adequate measurement system.
- If the % Gage R&R is between 10 % to 30%, the measurement system may be acceptable for some applications.
- If the % Gage R&R is over 30%, the measurement system is considered to be unacceptable.
So, since your % Gage R&R is 32%, your measurement system is unacceptable, correct? No, that is not the case at all. In fact, you should NEVER use the acceptance criteria listed above. It is misleading and not based on the realities of how the measurement system impacts your process.
This month’s publication looks at the criteria for rating the usefulness of a measurement system. Of course, in the end, that is between you and your customer. But there are much better guidelines available than those used by AIAG. These better guidelines have been developed by Dr. Donald Wheeler. Dr. Wheeler divides a measurement system into four categories – First Class monitors, Second Class monitors, Third Class monitors and Fourth Class monitors. These categories give insight into these three characteristics of the measurement system:
- How much the measurement system reduces the strength of a signal (out of control point) on a control chart.
- The chance of the measurement system detecting a large shift.
- The ability of the measurement system to track process improvements.
These three insights give you a very good understanding of the relative usefulness of the measurement system. The four classes of monitors are the best guidelines available to you for understanding how “good” your measurement system is. These four classes of monitors are compared to the AIAG acceptance criteria in this publication.
In this issue:
- MSA Review
- Gage R&R Example
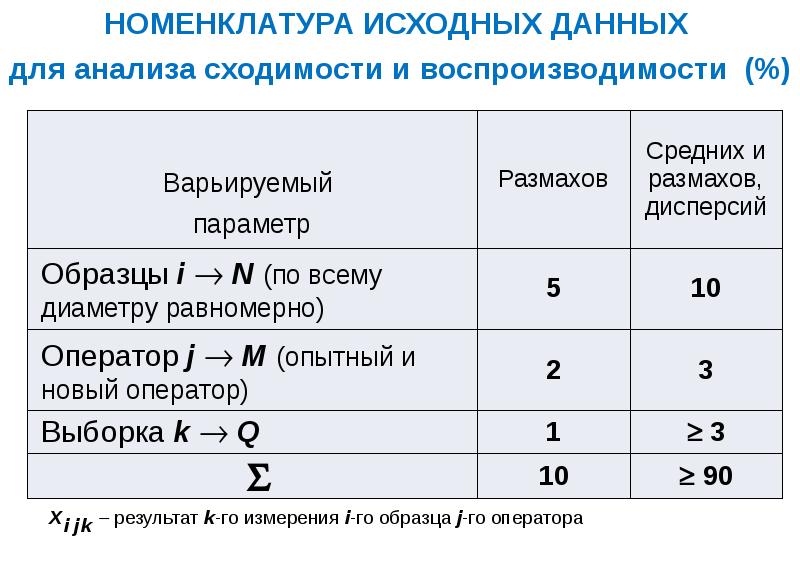
- MSA Nomenclature
- The Problem is Not in the Calculations
- The Acceptance Criteria Problem Begins
- The Numbers Should Add to 100
- The Acceptance Criteria Issue for the ANOVA Method
- EMP Method: Four Classes of Monitors
- Comparing the AIAG Guidelines to the Classes of Monitors
- Summary
- Quick Links
You may download a pdf version of this publication at this link. Please feel free to leave a comment at the end of the newsletter.
MSA Review
 This publication assumes you are familiar with MSA. If you are not, there are 23 previous publications on our website that explain the techniques in detail. These publications cover the three methods included below as well as nested MSA for non-destructive methods, the impact of probable error on specifications and control charts, etc. You can access these publications at this link.
This publication assumes you are familiar with MSA. If you are not, there are 23 previous publications on our website that explain the techniques in detail. These publications cover the three methods included below as well as nested MSA for non-destructive methods, the impact of probable error on specifications and control charts, etc. You can access these publications at this link.
The Average and Range Method as well as the ANOVA method are also covered in AIAG’s Measurement System Analysis, 4th Edition manual. The EMP method is presented in Dr. Wheeler’s book EMP III Evaluating the Measurement System Process. Dr. Wheeler’s book is highly recommended (www.spcpress.com).
Gage R&R Example
Of course, you need an example to do the comparisons between the four classes of monitors and the AIAG acceptance criteria. Suppose the thickness of a certain part is important to a major customer. You want to know how “good” the micrometer you use is, i.e., is the measurement system acceptable? You decide to run a Gage R&R by having 3 operators measure 5 parts 2 times each. You perform the Gage R&R using operators A, B and C. The data from the study are given in Table 1 below.
Table 1: Gage R&R Data
| Operator | Part | Trial 1 | Trial 2 |
|---|---|---|---|
| A | 1 | 170 | 158 |
| A | 2 | 212 | 208 |
| A | 3 | 190 | 178 |
| A | 4 | 192 | 193 |
| A | 5 | 159 | 145 |
| B | 1 | 158 | 153 |
| B | 2 | 209 | 194 |
| B | 3 | 187 | 175 |
| B | 4 | 187 | 175 |
| B | 5 | 147 | 138 |
| C | 1 | 155 | 151 |
| C | 2 | 208 | 200 |
| C | 3 | 182 | 178 |
| C | 4 | 185 | 179 |
| C | 5 | 150 | 149 |
MSA Nomenclature
Before analyzing the results, let’s briefly discuss nomenclature. The AIAG and Dr. Wheeler use different nomenclatures. The nomenclature is shown in Table 2.
Table 2: MSA Nomenclature
| AIAG | EMP | Estimates |
|---|---|---|
| EV | σpe | Standard deviation of the measurement system (repeatability) |
| AV | σo | Standard deviation between the operators (reproducibility) |
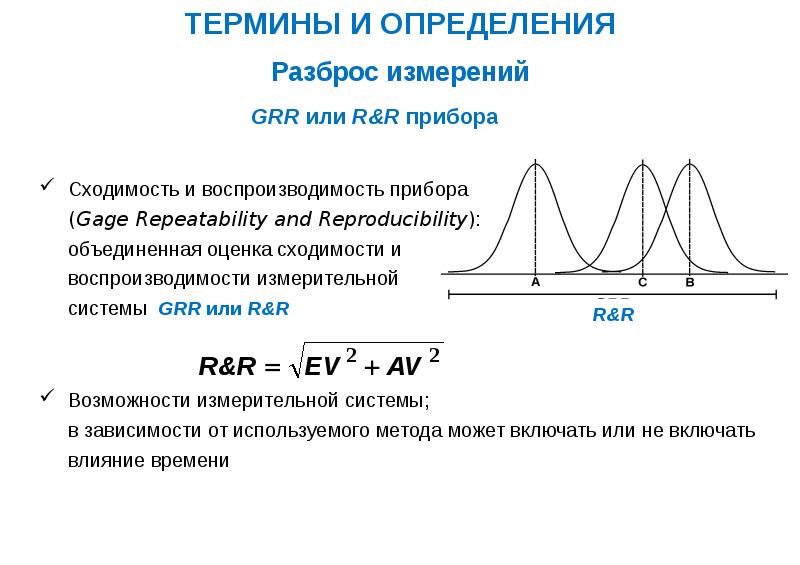
| GRR | σe | Standard deviation of the combined repeatability and reproducibility |
| PV | σp | Standard deviation of the variation in the parts used in the study |
| TV | σx | Standard deviation of the total variation (combining GRR and PV) |
This publication will focus on the value of GRR. The MSA methodologies give you insights into other things, but the value of GRR is the measure that is focused on by most people. The desire is to be able to compare GRR to the total variation to determine the % of the total variation that is due to the measurement system, i.e., the combined repeatability and reproducibility.
The Problem is Not in the Calculations
 These results were analyzed using three different Gage R&R analysis techniques: Average and Range method, ANOVA method, and the EMP method. The results for all three methodologies give very similar results for the variables listed in Table 2. The SPC for Excel software was used to generate the results for the three different MSA methodologies. The standard deviations obtained by each methodology are summarized in Table 3.
These results were analyzed using three different Gage R&R analysis techniques: Average and Range method, ANOVA method, and the EMP method. The results for all three methodologies give very similar results for the variables listed in Table 2. The SPC for Excel software was used to generate the results for the three different MSA methodologies. The standard deviations obtained by each methodology are summarized in Table 3.
Table 3: Standard Deviation Estimates for Gage R&R Methodologies
| Source | Average & Range Estimate | ANOVA Estimate | EMP Estimate |
|---|---|---|---|
| Repeatability (EV, σpe) | 6.901 | 5.625 | 7.033 |
| Reproducibility (AV, σo) | 3.693 | 4.009 | 3.781 |
| Total Gage R&R (GRR, σe) | 7.827 | 6.908 | 7.985 |
| Part-to-Part (PV, σp) | 23.040 | 22.753 | 22.687 |
| Total Variation (TV, σx) | 24.333 | 23.778 | 24.051 |
There are some minor differences in the results since the methodologies are different. However, the results are very similar for the three methodologies. It is not the calculations that is the issue – but the way the calculations are used to judge if the measurement system is acceptable. This is where AIAG runs into trouble with how it sets up its criteria.
The Acceptance Criteria Problem Begins
 The problem with AIAG began when it began to use ratios to help define what is acceptable for a measurement system. Output from the Average and Range method will usually have values (in addition to the standard deviations above) that are expressed as a % of the Total Variation. These are ratios of each standard deviation to the total standard deviation (TV). This calculation is intended to represent the percentage of the total variation that is consumed by each standard deviation. For example, for EV:
The problem with AIAG began when it began to use ratios to help define what is acceptable for a measurement system. Output from the Average and Range method will usually have values (in addition to the standard deviations above) that are expressed as a % of the Total Variation. These are ratios of each standard deviation to the total standard deviation (TV). This calculation is intended to represent the percentage of the total variation that is consumed by each standard deviation. For example, for EV:
% EV = EV/TV = 6.901/24.333 = 28.36%
This is interpreted as 28.36% of the total variation is consumed by the repeatability or equipment variation. The other calculations are shown below for the other standard deviations from the Average and Range method in Table 3.
%AV = AV/TV = 3.693/24.333 = 15.18%
%GRR = R&R/TV = 7.827/24.333 = 32.17%
%PV = PV/TV = 23.040/24.333 = 94.69%
The %GRR value is then compared to the AIAG guidelines for what makes a measurement system acceptable. These guidelines are:
- Under 10%: generally considered to be an adequate measurement system
- 10 % to 30%: may be acceptable for some applications
- Over 30%: considered to be unacceptable
The %GRR for this example is 32.17%. So, this measurement system is considered to be unacceptable. It says on page 78 of AIAG’s Measurement Systems Analysis, 4th Edition that “every effort should be made to improve the measurement system” when it is unacceptable.
There does not appear to be any rationale in using the values of 10% and 30% as the criteria. These have not changed over the years. In fact, the Average and Range method often compares the results to the specifications instead of the total variation – and use the same criteria when comparing the results to the specifications.
There is also a caution statement on that page: “the use of the GRR guidelines as threshold criteria alone is NOT an acceptable practice for determining the acceptability of a measurement system.”
How true. This is not the way to judge how acceptable a measurement system is – not even close. And it should never be used. Let’s explore why.
The Numbers Should Add to 100
 I learned early in math that percentages of a total should add to 100. For example, if 4 out of 10 of us liked a movie and 6 did not, I would say that 40% liked the movie and 60% did not like it. And 40% + 60% = 100%.
I learned early in math that percentages of a total should add to 100. For example, if 4 out of 10 of us liked a movie and 6 did not, I would say that 40% liked the movie and 60% did not like it. And 40% + 60% = 100%.
That is not the case with the % of total variation numbers given above. GRR is the combined repeatability (EV) and reproducibility (AV).
%GRR = %EV + %AV = 28.36 + 15.18 = 43.54
But the %GRR listed above is 32.17%. Also, one would expect the % total variation to be the sum of the %EV, %AV and %PV. And I would expect it to be 100% since those three percentages make up everything! But,
%TV = %EV + %AV + %PV = 28.36 + 15.18 + 94.69 = 138.23
That is a little above 100%. What is happening?
Dr. Wheeler does a superb job of showing why these don’t add up to 100. He shows the trigonometric functions that give rise to the percentage values above. The percentages listed above are not proportions. But the fact that they are listed as percentages gives the impression that they are. The major reason is that standard deviations are not additive.
TV ≠ R&R + PV
Or in Dr. Wheeler’s nomenclature:
σx ≠ σp +σe
The % of total variation used by AIAG treats the ratios as being proportions when they are not. It is the variances that are additive, not the standard deviations. It is the old Pythagorean Theorem we learned in our first geometry class. If you want to use proportions to talk about how much of the total variation is consumed by something, you must use variances – not the standard deviations. A variance is simply the square of the standard deviation. This changes the results considerably:
EV2/TV2 = σpe2 / σx2 = 6.9012/24.3332 = 8.04%
AV2/TV2 = σo2 / σx2 = 3.6932/24.3332 = 2.30%
GRR2/TV2 = σe2 / σx2 = 7.8272/24.3332 = 10.35%
PV2/TV2 = σp2 / σx2 = 23.0402/24.3332 = 89.65%
Now these percentages make sense. The repeatability and reproducibility add up to the Gage R&R. And the total adds to 100%. These ratios do tell us what % of the total variance is due to each source. Note that this is % of total variance, not total variation, which is based on the standard deviations. Table 4 compares the percentages based on using the standard deviation and the variances.
Table 4: Comparing the Standard Deviation Ratios and Variance Ratios
| Source | Standard Deviation Ratio | Variance Ratio |
|---|---|---|
| Repeatability | 28.36% | 8.04% |
| Reproducibility | 15.18% | 2.30% |
| Total Gage R&R | 32.17% | 10.35% |
| Part-to-Part | 94.69% | 89.65% |
The Acceptance Criteria Issue for the ANOVA Method
 The ANOVA method, like the EMP method, focuses on the variances, not the standard deviations. Both methods use the % of total variance, not the % of total variation in the Average and Range Method. So, what makes an acceptable measurement system under the ANOVA method? Unfortunately, it appears that the acceptable criteria are just the squares of the acceptance criteria given above for the Average and Range method. An acceptable measurement system under the Average and Range method is less than 10%. This is based on the standard deviations. Since the variance is simply the square of the standard deviation, an acceptable measurement system under the ANOVA method is 10% x 10% = 1%. Table 5 shows the acceptance criteria for the two methods.
The ANOVA method, like the EMP method, focuses on the variances, not the standard deviations. Both methods use the % of total variance, not the % of total variation in the Average and Range Method. So, what makes an acceptable measurement system under the ANOVA method? Unfortunately, it appears that the acceptable criteria are just the squares of the acceptance criteria given above for the Average and Range method. An acceptable measurement system under the Average and Range method is less than 10%. This is based on the standard deviations. Since the variance is simply the square of the standard deviation, an acceptable measurement system under the ANOVA method is 10% x 10% = 1%. Table 5 shows the acceptance criteria for the two methods.
Table 5: Acceptance Criteria for the Average and Range Method and the ANOVA Method
| Average and Range Method | ANOVA Method | Acceptance |
|---|---|---|
| Under 10% | Under 1% | Generally considered to be an adequate measurement system |
| 10 % to 30% | 1% to 9% | May be acceptable for some applications |
| Over 30% | Over 9% | Considered to be unacceptable |
Using the standard deviations in Table 2, the ANOVA method has a %GRR:
σe2 / σX2 = 6.9082/23.7782 = 8.44%
This is almost to the unacceptable value of 9%.. Using the numbers from the Average and Range method, it is over 10% so it is unacceptable by that methodology.
Again, there does not appear to be any justification that I have found for these guidelines. Why 10% and 30% or 1% and 9%? But there is another method which uses rational thinking to determine how acceptable a measurement system is. And this is Dr. Wheeler’s EMP methodology and the four classes of monitors.
EMP Method: Classes of Monitors
 As mentioned above, Dr. Wheeler divides a measurement system into four categories – First Class monitors, Second Class monitors, Third Class monitors and Fourth Class monitors based on how much the measurement system reduces the strength of a signal, the chance of the measurement system detecting a large shift in the data, and the ability of the measurement system to track process improvements. These three insights give you a very good understanding of the relative usefulness of the measurement system.
As mentioned above, Dr. Wheeler divides a measurement system into four categories – First Class monitors, Second Class monitors, Third Class monitors and Fourth Class monitors based on how much the measurement system reduces the strength of a signal, the chance of the measurement system detecting a large shift in the data, and the ability of the measurement system to track process improvements. These three insights give you a very good understanding of the relative usefulness of the measurement system.
The basic equation describing the relationship between the total variance, the product variance and the measurement system variance is given below.
σx2= σp2+σe2
Dr. Wheeler uses the Intraclass Correlation Coefficient to define the class of monitor. The Intraclass Correlation Coefficient is simply the ratio of the product variance to the total variance and is denoted by ρ:
ρ= σp2/σx2
This is simply the % of the total variance that is due to product variance. Remembering the basic equation above, then 1 – ρ is the % of the total variance that is due to the measurement system (i.e., combined repeatability and reproducibility):
1 – ρ = 1 — σp2/σx2 = (σx2— σp2)/σx2 = σe2/σx2
So, 1 – ρ is the %GRR (compared to the total variance) that we calculated above. The value of ρ from the Average and Range method is
ρ = PV2/TV2 = σp2/σx2 = 23.0402/24.3332 = 0.8965
The Intraclass Correlation Coefficient is used to place the measurement system into one of four classes. Table 6 summarizes these classes and the characteristics of those classes.
Table 6: The Four Classes of Process Monitors
| INTRACLASS COEFFICIENT | TYPE OF MONITOR | REDUCTION OF PROCESS SIGNAL | CHANCE OF DETECTING ± 3 STD. ERROR SHIFT | ABILITY TO TRACK PROCESS IMPROVEMENTS |
|---|---|---|---|---|
| 0.8 to 1.0 | First Class | Less than 10% | More than 99% with Rule 1 | Up to Cp80 |
| 0.5 to 0.8 | Second Class | From 10% to 30% | More than 88% with Rule 1 | Up to Cp50 |
| 0.2 to 0.5 | Third Class | From 30% to 55% | More than 91% with Rules 1, 2, 3 and 4 | Up to Cp20 |
| 0.0 to 0.2 | Fourth Class | More than 55% | Rapidly Vanishing | Unable to Track |
 The first column lists the value of the Intraclass Correlation Coefficient. The second column lists whether it is a First Class, Second Class, Third Class or Fourth Class monitor – with “First” being the best. In the example above, ρ = 0.8965, so the measurement system is classified as a “First Class” monitor. But this is the same data that the AIAG guidelines said represented a measurement system that is unacceptable!
The first column lists the value of the Intraclass Correlation Coefficient. The second column lists whether it is a First Class, Second Class, Third Class or Fourth Class monitor – with “First” being the best. In the example above, ρ = 0.8965, so the measurement system is classified as a “First Class” monitor. But this is the same data that the AIAG guidelines said represented a measurement system that is unacceptable!
Remember that the % of the variance due to the measurement system is 1 – ρ. So, as you move from a First Class to a Fourth Class monitor the % of variance due to the measurement system is increasing.
The third column shows how much of a reduction in a process signal there is. The First Class monitor has less than a 10% reduction in process signal while a Fourth Class monitor has more than a 55% reduction in process signal. The fourth column lists the chance of detecting a ± 3 standard error shift within ten subgroups. This column refers to four rules. These are the four Western Electric zone tests:
- Rule 1: a point is beyond the lower or upper control limit
- Rule 2: two out of three consecutive points on the same side of the average are more than two standard deviations away from the average
- Rule 3: four out of five consecutive points on the same side of the average are more than one standard deviation away from the average
- Rule 4: Eight consecutive points are above or below the average
Note that the First and Second Class monitors detect Rule 1 very well. Once you reach a Third Class monitor, you need to apply all four rules to get the chance of detecting the shift high. Fourth Class monitors are not good at detecting any shifts essentially.
The fifth column describes the monitor’s ability to track process improvements. This is something we don’t think about too much. Suppose you make a great process improvement. Your Six Sigma team worked hard and reduced the variation in the process considerably – resulting in a significant improvement in your process capability value. What happened to your measurement system? Assuming you did not improve it, the % variance due to the measurement system increased as you made other improvements. This last column describes how much process improvement you can have until the measurement system moves from one class to another.
For more details on the four classes of monitors, please see this link.
Comparing the AIAG Guidelines to the Classes of Monitors
You can compare the AIAG guidelines to the classes of monitors by making use of the following:
1 – ρ = σe2/σx2
Table 7 shows the values of ρ versus σe/σx. Figure 1 is a plot of the data in Table 7.
Table 7: Comparing to the % GRR Based on Total Variation
| ρ | σe/σx |
| 1 | 0% |
| 0.9 | 32% |
| 0.8 | 45% |
| 0.7 | 55% |
| 0.6 | 63% |
| 0.5 | 71% |
| 0.4 | 77% |
| 0.3 | 84% |
| 0.2 | 89% |
| 0.1 | 95% |
| 0 | 100% |
Figure 1: ρ versus σe/σx

The First Class Monitor has ρ values between 0.8 and 1.0. This corresponds to a %GRR from 0 to 45%. This means that a measurement system responsible for up to 45% of the total variation can still be a First Class Monitor. Why is that? Because it has very little reduction in a signal from a control chart, it can pick up large shifts and it can be used to track process improvements. A Second Class Monitor can be responsible for up to 71% of the total variation. A Third Class Monitor can be responsible for up to 89% of the total variation.
It is clear that the AIAG approach overstates the impact of the measurement system on the results. Plus, the guidelines from AIAG are not based on the reality of what the measurement system is used for. The classes of monitors approach from Dr. Wheeler are based on what happens in reality.
Summary
This publication has compared the different approaches to MSA acceptance criteria. One approach is the AIAG methodology and acceptance criteria for the Average and Range method as well as the ANOVA method. The acceptance criteria do not accurately reflect the impact the measurement system has on the production process. In fact, there does not appear to be any relationship to the criteria and what actually occurs. The AIAG criteria overstate the impact that the measurement system has.
The Classes of Monitors approach has a basis in reality – what really happens in the process. It focuses rating a measurement system in the following three areas:
- How the measurement system can reduce the strength of a signal (out of control point) on a control chart.
- The chance of the measurement system detecting a large shift.
- The ability of the measurement system to track process improvements.
Based on these results, the measurement system can be classified as a First, Second, Third or Fourth Class Monitor.
The Average and Range Method, the ANOVA method, and the EMP method will give comparable results for the GRR as a percentage of total variance (not variation). But the only effective way to interpret the results is to use the Classes of Monitors approach. Do not use the AIAG acceptance criteria.