
Контрольная диаграмма, также известная как диаграмма Шухарта или диаграмма поведения процесса, широко используется для определения того, находится ли производственный или бизнес-процесс в состоянии статистического контроля. В этом руководстве представлены подробные инструкции по созданию контрольной диаграммы в Excel.
Создайте контрольную диаграмму в Excel
 Создайте контрольную диаграмму в Excel
Создайте контрольную диаграмму в Excel
Например, у вас есть базовые данные, необходимые для создания контрольной диаграммы в Excel.
.
Теперь, пожалуйста, следуйте инструкциям, чтобы завершить контрольную диаграмму.
1. Во-первых, вам нужно рассчитать среднее (среднее) и стандартное отклонение. Выберите пустую ячейку рядом с базовыми данными и введите эту формулу = СРЕДНИЙ (B2: B32), нажмите Enter ключ, а затем в ячейке ниже введите эту формулу = СТАНДОТКЛОН.S (B2: B32), нажмите Enter .
Внимание: В Excel 2007 введите эту формулу = СТАНДОТКЛОН (B2: B32) для расчета стандартного отклонения. В приведенных выше формулах B2: B32 — это базовый диапазон данных.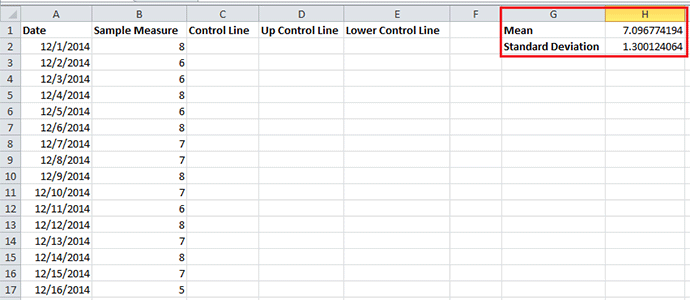
2. Затем перейдите в Контрольная линия столбец, а в первой ячейке под заголовком, ячейке C2, введите эту формулу = $ H $ 1 (ячейка $ H $ 1 представляет собой средний результат) и перетащите маркер заполнения, чтобы заполнить необходимый диапазон данных.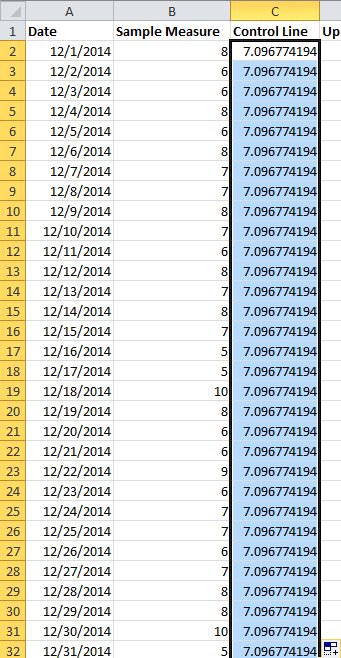
3. В первой ячейке ниже Линия управления вверх столбец, ячейка D2, введите эту формулу = $ H $ 1 + ($ H $ 2 * 3) ($ H $ 1 — средний результат, а $ H $ 2 — результат стандартного отклонения), затем перетащите дескриптор автоматического заполнения в нужный диапазон.
4. Под Ниже контрольной линии столбец, тип = $ H $ 1 — ($ H $ 2 * 3) ($ H $ 1 — средний результат, а $ H $ 2 — результат стандартного отклонения), затем перетащите дескриптор автоматического заполнения в нужный диапазон.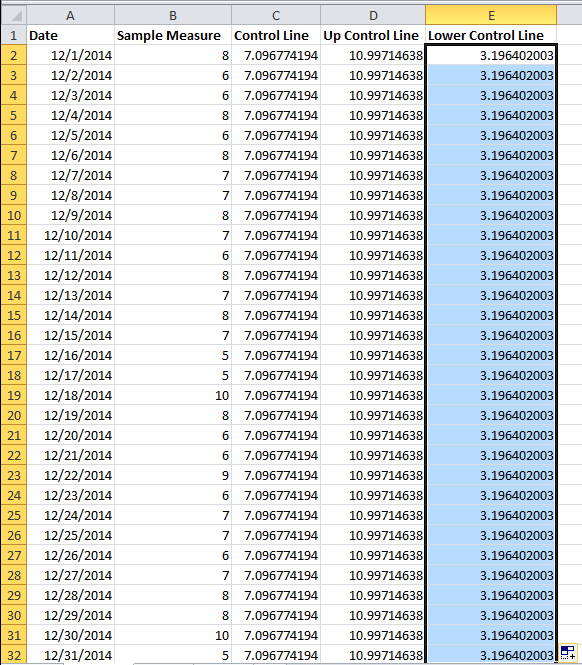
Теперь вы можете вставить диаграмму.
5. Выбрать Время и Образец измерения столбцы и щелкните Вставить > линия > линия для вставки линейного графика. Смотрите скриншот:
6. Затем щелкните правой кнопкой мыши линейную диаграмму и нажмите Выберите данные из контекстного меню.
7. в Выберите источник данных диалоговое окно, нажмите Добавить кнопку, затем в Редактировать серию диалоговое окно, выберите Контрольная линия как Название серии, и выберите относительные данные в Значения серии текстовое окно.
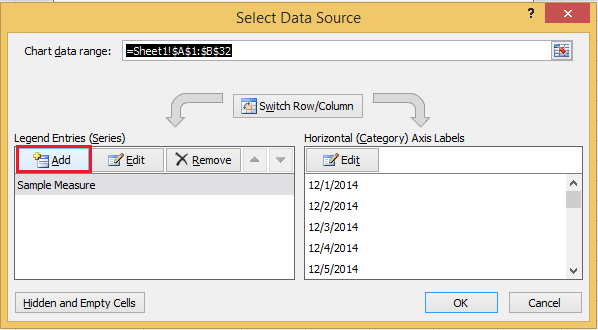

8. Нажмите OK, затем повторите шаг 7, чтобы добавить Линия управления вверх и Нижняя контрольная линия как сериал в Легендарные записи (серия) .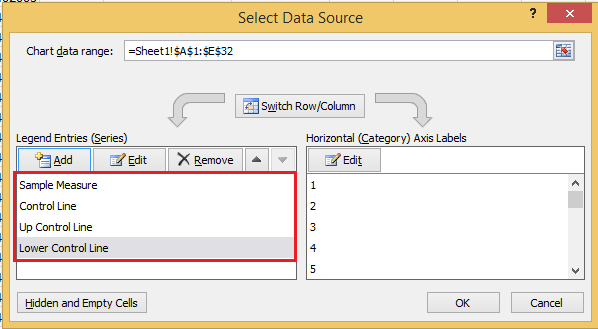
9. Нажмите OK Для выхода из диалогового окна создается контрольная диаграмма.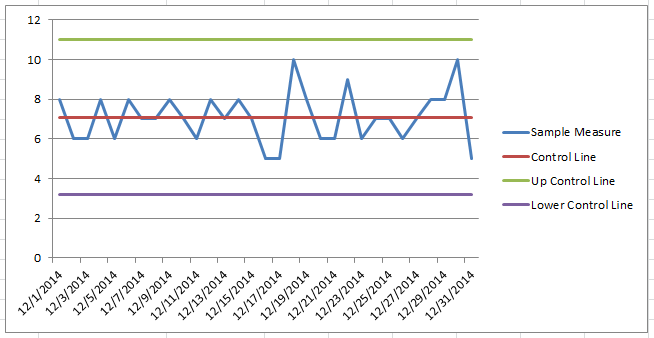
Относительные статьи:
- Создать блок-схему в Excel
- Создать диаграмму термометра в Excel
- Создать диаграмму смайликов в Excel
- Создать диаграмму этапов в Excel
Лучшие инструменты для работы в офисе
Kutools for Excel Решит большинство ваших проблем и повысит вашу производительность на 80%
- Снова использовать: Быстро вставить сложные формулы, диаграммы и все, что вы использовали раньше; Зашифровать ячейки с паролем; Создать список рассылки и отправлять электронные письма …
- Бар Супер Формулы (легко редактировать несколько строк текста и формул); Макет для чтения (легко читать и редактировать большое количество ячеек); Вставить в отфильтрованный диапазон…
- Объединить ячейки / строки / столбцы без потери данных; Разделить содержимое ячеек; Объединить повторяющиеся строки / столбцы… Предотвращение дублирования ячеек; Сравнить диапазоны…
- Выберите Дубликат или Уникальный Ряды; Выбрать пустые строки (все ячейки пустые); Супер находка и нечеткая находка во многих рабочих тетрадях; Случайный выбор …
- Точная копия Несколько ячеек без изменения ссылки на формулу; Автоматическое создание ссылок на несколько листов; Вставить пули, Флажки и многое другое …
- Извлечь текст, Добавить текст, Удалить по позиции, Удалить пробел; Создание и печать промежуточных итогов по страницам; Преобразование содержимого ячеек в комментарии…
- Суперфильтр (сохранять и применять схемы фильтров к другим листам); Расширенная сортировка по месяцам / неделям / дням, периодичности и др .; Специальный фильтр жирным, курсивом …
- Комбинируйте книги и рабочие листы; Объединить таблицы на основе ключевых столбцов; Разделить данные на несколько листов; Пакетное преобразование xls, xlsx и PDF…
- Более 300 мощных функций. Поддерживает Office/Excel 2007-2021 и 365. Поддерживает все языки. Простое развертывание на вашем предприятии или в организации. Полнофункциональная 30-дневная бесплатная пробная версия. 60-дневная гарантия возврата денег.
")
Вкладка Office: интерфейс с вкладками в Office и упрощение работы
- Включение редактирования и чтения с вкладками в Word, Excel, PowerPoint, Издатель, доступ, Visio и проект.
- Открывайте и создавайте несколько документов на новых вкладках одного окна, а не в новых окнах.
- Повышает вашу продуктивность на 50% и сокращает количество щелчков мышью на сотни каждый день!
")
Комментарии (2)
Оценок пока нет. Оцените первым!
В настоящей заметке представлены удобные шаблоны в Excel для построения контрольных карт Шухарта. Если эта тема для вас новая, предлагаю начать с книги Д. Уилер, Д. Чамберс. Статистическое управление процессами. Существует много видов контрольных карт (см., например, ГОСТ Р 50779.42-99. Статистические методы. Контрольные карты Шухарта). Но основных – два: карта средних и индивидуальных значений. Если контролируемый процесс устроен так, что некоторые значения образуют естественные группы, то рекомендуется использовать контрольную карту средних. Исходные данные следует собрать в группы, рассчитав для каждой из них среднее значение и размах (размах – разность между максимальным и минимальным значением в группе; рис. 1).

Рис. 1. Исходные данные для построения карты среднего и размаха
Скачать заметку в формате Word или pdf, примеры в формате Excel
Рекомендуется накопить 20–30 средних значений, и уже по ним строить карту. Карта среднего и размаха содержит два графика (рис. 2), на верхнем – карта среднего, на нижнем – карта размаха. На карте среднего отображают средние значения отдельных групп, а также три линии: центральную (среднее средних) и две контрольные границы – верхнюю и нижнюю. Если в контексте данных отрицательные значения не имеют смысла (например, анализируются проценты), а расчетное значение для нижней границы меньше нуля, эту границу, либо не наносят на карту, либо проводят на отметке ноль. На карте размаха наносят средний размах, верхнюю и нижнюю контрольные границы. Здесь нижняя контрольная граница всегда неотрицательна, а присутствует она для n ≥ 7 (при меньших n коэффициент D3 равен нулю).
Границы рассчитывают по следующим формулам:
UCLX̅ = X̿ + A2R̅ – верхняя граница карты средних;
CLX̅ = X̿ – центральная линия карты средних;
LCLX̅ = X̿ – A2R̅ – нижняя граница карты средних;
UCLR = D4R̅ – верхняя граница карты размахов;
CLR = R̅ – центральная линия карты размахов;
LCLR = D3R̅ – нижняя граница карты размахов.
Здесь Х̅ – среднее значение в одной выборке, X̿ – среднее по нескольким значениям средних Х̅, R̅ – среднее по размахам в нескольких выборках, A2, D3, D4 – коэффициенты, зависящие от размера выборок n (рис. 3). При построении карты на рис. 2 использованы 30 первых значений.

Рис. 2. Карта среднего и размаха; значение D3 для n = 4 отсутствует, поэтому нижней границы на карте размаха нет

Рис. 3. Константы для контрольных карт среднего и размаха (A2, D3, D4) и индивидуальных значений (d2)
Если данные образуют некий ряд, не подлежащий группировке, применяются карты индивидуальных значений и скользящего размаха. Они получили название XmR-карт. Скользящий размах есть модуль разности последовательных значений (рис. 4; использованы данные из столбца В на рис. 1).

Рис. 4. Исходные данные для построения XmR-карты
Для XmR-карты границы рассчитывают по следующим формулам:

нижняя граница карты размахов отсутствует.
Здесь ![]() – средний скользящий размах, а значения коэффициентов d2 и D4 берутся для n = 2 (см рис. 3). Почему так? Потому что карта скользящего размаха фактически использует группы из двух последовательных измерений для вычисления размаха. Для расчета всех линий использованы первые 30 значений.
– средний скользящий размах, а значения коэффициентов d2 и D4 берутся для n = 2 (см рис. 3). Почему так? Потому что карта скользящего размаха фактически использует группы из двух последовательных измерений для вычисления размаха. Для расчета всех линий использованы первые 30 значений.

Рис. 5. XmR-карта индивидуальных значений и скользящего размаха
Если сравнить карту средних (рис. 2) и индивидуальных значений (рис. 5), видно, что последняя обладает большей волатильностью, и диапазон между нижней и верхней контрольными границами шире. Это не удивительно, так как на карте средних используется усреднение по четырем значениям. Если выполнить усреднение по еще большему числу значений, границы станут еще ближе.
Важным моментом при построении контрольных карт является использование двух статистик: средних и размахов. Часто используемый неверный способ расчета контрольных границ заключается в том, что используется лишь одна статистика. Например, при построении карты как на рис. 5, использовались бы только индивидуальные значения и их дисперсия. В этом случаев границы рассчитывались бы по следующим формулам:

Поскольку при таком подходе используется единая статистика рассеяния, карты размахов в данном случае нет. Вычисление контрольных пределов, основанное на использовании единой статистики рассеяния, приведет к неправильному результату. Подобные вычисления приводят к расширению полосы между контрольными пределами. Правильный путь вычисления контрольных пределов для карты индивидуальных значений всегда должен использовать двухточечные скользящие размахи.
Эта заметка была полностью переработана в октябре 2016 г. Оказалось, что в первоначальном варианте я предлагал неверное решение. С первоначальным вариантом, представляющим лишь исторический интерес, можно ознакомиться здесь.
Возможно вас также заинтересует:
Контрольные карты Шухарта. Правила определения отсутствия управляемости
Рациональная группировка данных при построении контрольной карты Шухарта

Контрольные карты Шухарта для внутрилабораторного контроля качества

Блог
Успей всё, останови время!
Контрольные карты Шухарта для внутрилабораторного контроля качества

Содержание
Контроль стабильности результатов анализа
Что такое контрольная карта?
- Пределы действия
- Пределы предупреждения
Контроль стабильности с использованием контрольных карт Шухарта:
- в единицах измеряемых содержаний
- в приведенных величинах
- в относительных величинах
Построение контрольной карты Шухарта
- контроль повторяемости
- контроль внутрилабораторной прецизионности
- контроль точности
Анализ данных контрольных карт и их интерпретация
Пример построения контрольных карт Шухарта для ВЛК
|
|
Контроль стабильности результатов анализа |
В соответствии с ГОСТ ISO/IEC 17025 любая испытательная лаборатория должна располагать процедурами управления качеством для того, чтобы контролировать достоверность проведенных испытаний (анализа). Основным элементом подтверждения достоверности результатов анализа является реализация в лаборатории процедур внутреннего контроля качества результатов анализа.
Внутрилабораторный контроль всех видов основан на информации, получаемой в процессе выполнения контрольных процедур. Контрольная процедура – процедура получения показателей качества результатов анализа с использованием контрольных измерений (определений), выполненных с применением средств контроля.
В рамках системы внутреннего контроля рассматривают:
- оперативный контроль процедуры анализа;
- контроль стабильности результатов анализа.
Основное отличие контроля стабильности от оперативного контроля состоит в том, что при реализации оперативного контроля вывод о том, удовлетворительна процедура анализа или нет, делается на основании одной контрольной процедуры. Контроль стабильности проводится в течение контрольного периода времени, с определенной периодичностью.
Контроль стабильности результатов анализа может предусматривать следующие формы:
1) контроль стабильности результатов анализа с использованием контрольных карт, реализуемый путем контроля и поддержания на требуемом уровне:
- повторяемости результатов параллельных определений,
- внутрилабораторной прецизионности,
- точности результатов анализа;
2) периодическая проверка подконтрольности процедуры выполнения анализа;
3) выборочный статистический контроль (по альтернативному признаку) внутрилабораторной прецизионности, точности результатов анализа, полученных за определенный период времени.
При организации контроля стабильности выбирают в зависимости от организации работ в лаборатории применительно к каждой процедуре анализа одну из форм контроля стабильности. В данной статье мы рассмотрим использование контрольных карт (а именно контрольных карт Шухарта) для контроля стабильности показателей качества результатов анализа.
Контроль стабильности результатов анализа с использованием контрольных карт является визуальным средством наблюдения за динамикой изменений показателей качества результатов анализа, последующего установления причин этого изменения и оперативного управления качеством анализа на основе установленных при работе с контрольными картами правил рассмотрения возникающих ситуаций. Анализ данных контрольных карт позволяет проводить как корректирующие, так и предупреждающие мероприятия (по ГОСТ ISO/IEC 17025), обеспечивающие получение результатов рабочих измерений с необходимой точностью.
Информация о статистических оценках показателей качества, получаемая при контроле стабильности с использованием контрольных карт, позволяет провести достоверную оценку показателей повторяемости, внутрилабораторной прецизионности и точности результатов анализа.
Вернуться к содержанию
|
|
Что такое контрольная карта? |
Контрольная карта — это график, на который наносят в установленном порядке значения статистического показателя в последовательности выборок (контрольных процедур), используемый для управления процессом и снижения изменчивости процесса.
При построении контрольной карты по горизонтальной оси откладывают номер контрольной процедуры, соответствующий дате, исполнителю и другим факторам, характеризующим контрольную процедуру, а по вертикальной оси — результаты контрольных процедур (рисунок 1).
Рисунок 1. Общий вид контрольной карты
Контрольная карта состоит обычно из трех линий. Средняя линия представляет собой требуемое среднее значение характеристики контролируемого показателя качества. Две другие линии (контрольные границы), одна из которых находится над центральной — верхний предел действия, а другая под ней — нижний предел действия, представляют собой максимально допустимые пределы изменения значений контролируемого показателя качества.
Контрольная карта Шухарта (ККШ) — это контрольная карта с контрольными границами Шухарта, предназначенная для разделения причин изменчивости контролируемой характеристики на случайные или специальные. Применение контрольных карт Шухарта основано на сопоставлении результатов контрольных процедур с установленными нормативами контроля: пределами действия (устанавливаемыми для доверительной вероятности Р = 0,997) и пределами предупреждения (для доверительной вероятности Р = 0,95).
Вернуться к содержанию
Пределы действия
Контрольные границы на карте Шухарта находятся на расстоянии Зσ по обе стороны от средней линии, где σ — известное стандартное отклонение совокупности или его оценка.
Если статистика подчиняется нормальному распределению, границы на расстоянии ± Зσ от центральной линии показывают, что приблизительно 99,7 % значений статистики попадут в эти пределы при условии, что процесс находится в статистически управляемом состоянии. Вероятность нарушения границ, вызванного случайностью события, а не реальным изменением процесса, предполагается столь малой, что при появлении точки вне этих границ следует предпринять определенные действия. Так как действия предпринимают именно в этой точке, то контрольные границы уровня Зσ также называются «пределами действия».
Пределы предупреждения
Часто на контрольной карте границы проводят еще и на расстоянии ± 2σ. Тогда любое выборочное значение, попадающее за границы ± 2σ, может служить предупреждением о приближающемся выходе процесса из состояния статистической управляемости. Поэтому границы ± 2σ называют «пределами предупреждения».
Если по результатам наблюдений точка находится вне предупреждающих границ, но внутри контрольных границ, то, несмотря на то что никаких воздействий на процесс не требуется, необходимо обратить внимание на процесс для выявления наличия (или отсутствия) специальной причины изменчивости процесса. В этом случае может быть целесообразным сокращение интервала времени между контрольными процедурами и/или увеличение количества контрольных определений для выявления наличия изменений процесса.
Вернуться к содержанию
|
|
Контроль стабильности с использованием контрольных карт |
Общий порядок действий при построении контрольных карт Шухарта выглядит следующим образом:
Таблица 1 — Порядок действий для контроля стабильности результатов анализа с помощью контрольных карт
| Шаг | Действие |
| 1 |
Выбрать алгоритмы проведения контрольных процедур:
|
| 2 | Определить необходимое число контрольных процедур и временной диапазон для их получения. |
| 3 | Рассчитать значения средней линии, пределов предупреждения и действия. |
| 4 | Нанести на контрольную карту значения средней линии, пределов предупреждения и действия (в виде горизонтальных линий). |
| 5 | В соответствии с выбранным алгоритмом проведения контрольных процедур получить результаты контрольных измерений и сформировать контрольные процедуры. |
| 6 | Рассчитать результаты контрольных процедур и в точке, соответствующей номеру контрольной процедуры, наносят их значения на контрольную карту. |
| 7 | Провести анализ контрольных карт и, при необходимости, корректирующие или предупреждающие действия. |
При определении необходимого числа контрольных процедур для достоверной оценки каждого из контролируемых показателей качества рекомендуется ориентироваться на приложения И, К РМГ 76-2014 (скачать pdf) (оценка контролируемого показателя качества считается достоверной, если неопределенность этой оценки не превышает 0,33). В разделе «Пример построения контрольных карт» мы подробно покажем, как по РМГ 76 найти искомые значения.
Необходимое число контрольных процедур, реализуемых в течение месяца, может быть установлено на основании рекомендаций, приведенных в таблице 2.
Таблица 2 — Рекомендуемое число контрольных процедур за месяц
| Число анализируемых рабочих проб за месяц | Число контрольных процедур, не менее |
| не более 10 | 2 |
| от 11 до 20 | 3 |
| от 21 до 50 | 4 |
| от 51 до 100 | 7 |
| от 101 до 200 | 10 |
| от 201 до 500 | 12 |
| свыше 500 | 15 |
При выполнении контрольных измерений с каждой серией рабочих проб допустимо откладывать на контрольной карте результаты контрольных процедур в привязке к однотипным условиям проведения анализа (например, один результат контрольной процедуры, выбранный случайным образом из числа полученных за рабочий день (ряд смен), если в течение рабочего дня (ряда смен) условия проведения анализа приняты стабильными). При этом временной диапазон для получения необходимого числа контрольных процедур определяют исходя из числа результатов контрольных процедур, откладываемых на контрольной карте.
Контрольные измерения выполняют по возможности равномерно в течение временного диапазона в соответствии с выбранным алгоритмом проведения контрольных процедур.
Динамику изменения стабильности процесса анализа отслеживают на основе регулярного анализа данных контрольных карт Шухарта. Интерпретация результатов анализа является основанием для проведения (при необходимости) корректирующих и/или предупреждающих действий с целью обеспечения стабильности процесса анализа рабочих проб.
Контрольные карты Шухарта допустимо строить в единицах измеряемых содержаний, в приведенных величинах, в относительных величинах.
Вернуться к содержанию
Контрольные карты Шухарта в единицах измеряемых содержаний
Контрольные карты Шухарта в единицах измеряемых содержаний строят:
- для поддиапазонов с постоянными значениями показателей качества результатов анализа в единицах измеряемых содержаний;
- в привязке к началу и концу диапазона анализа рабочих проб (если показатели качества результатов анализа установлены в виде линейной зависимости от содержания определяемого компонента или в виде постоянного значения в относительных единицах для всего диапазона анализа рабочих проб).
Примечание — В этом случае, при использовании в качестве средств контроля рабочих проб, определяют поддиапазоны, для которых устанавливают постоянные значения (в единицах измеряемых содержаний) показателей качества результатов анализа.
При построении контрольной карты значения средней линии, пределов предупреждения и действия, результаты контрольных процедур рассчитывают в соответствии с таблицей 3 (графа 2).
Вернуться к содержанию
Контрольные карты Шухарта в приведенных величинах
Контрольные карты Шухарта в приведенных величинах строят для всего диапазона анализа рабочих проб при наличии зависимости показателей качества результатов анализа от измеряемых содержаний и использовании различных средств контроля.
При построении контрольной карты используют приведенные величины — значения средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур, нормированные:
- при контроле точности — в единицах предела предупреждения;
- при контроле внутрилабораторной прецизионности — в единицах точечной оценки показателя внутрилабораторной прецизионности;
- при контроле повторяемости — в единицах точечной оценки показателя повторяемости.
Содержание определяемого компонента в используемых средствах контроля — ОК или рабочих пробах — должно соответствовать, в общем случае, началу, середине и концу диапазона анализа рабочих проб, при этом распределение средств контроля, частота проведения контрольных измерений для каждого из средств контроля подлежат согласованию с числом (объемом) рабочих проб, анализируемых в различных точках диапазона.
При построении контрольной карты расчет значений средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур осуществляют в соответствии с таблицей 3 (графа 3).
Вернуться к содержанию
Контрольные карты Шухарта в относительных величинах
Контрольные карты Шухарта в относительных величинах строят для всего диапазона анализа рабочих проб, если в этом диапазоне показатели качества результатов анализа установлены в виде постоянных значений в относительных единицах.
Требования к используемым при построении контрольных карт в относительных величинах средствам контроля аналогичны требованиям к средствам контроля при построении контрольных карт в приведенных величинах. Использование одного ОК при построении контрольных карт в относительных величинах нецелесообразно. В этом случае строят контрольные карты в единицах измеряемых содержаний.
При построении контрольной карты расчет значений средней линии, пределов предупреждения, пределов действия, результатов контрольных процедур осуществляют в соответствии с таблицей 3 (графа 4).
Таблица 3 — Расчет результатов контрольных процедур, нормативов контроля: пределов действия и предупреждения, средней линии — при построении
контрольных карт Шухарта
* — При расчете результатов контрольных процедур, средней линии, пределов предупреждения и действия в приведенных и в относительных величинах используют значения результатов контрольных процедур rK, RK, KK, средней линии rcp, Rcp, Kcp, пределов предупреждения rпр, Rnp, Knp и пределов действия rд, Rд, Kд определяемые по формулам графы 2.
** — Значения коэффициентов an, A1,n, A2,n приведены в таблице 4.
Таблица 4 — Значения коэффициентов an, A1,n, A2,n
| n | an | A1,n | A2,n |
| 2 | 1,128 | 2,834 | 3,686 |
| 3 | 1,693 | 3,469 | 4,358 |
| 4 | 2,059 | 3,819 | 4,698 |
| 5 | 2,326 | 4,054 | 4,918 |
Вернуться к содержанию
|
|
Построение контрольных карт Шухарта |
Результаты контрольных определений, результаты контрольных процедур, выводы оперативного реагирования по результатам контроля вносят в таблицу. Рекомендуемые формы приведены ниже (для контроля точности рассмотрен вариант с применением ОК; варианты с применением иных средств контроля приведены в РМГ 76-2014, п. 6.3.3 (скачать pdf)).
Также наряду с таблицами рекомендуется ведение Журнала контроля стабильности результатов анализа, где дополнительно приводится информация о шифре пробы, исполнителе, дате проведения анализа и другие данные, необходимые для идентификации контрольных измерений, а также проведенные корректирующие или предупреждающие действия либо ссылка на внутренний документ лаборатории, в котором эти действия отражены.
Рассчитанные в соответствии с таблицей 3 значения средней линии, предела предупреждения и предела действия используют для построения контрольной карты.
Вернуться к содержанию
Карта для контроля повторяемости
Для контроля повторяемости используют контрольную карту, на которой откладывают результаты контрольных процедур — расхождения результатов контрольных определений.
Для диапазона (поддиапазона) с постоянным значением показателя повторяемости результатов анализа на контрольной карте в единицах измеряемых содержаний откладывают расхождения результатов контрольных определений проб, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
Если НД на методику анализа предусматривает параллельные определения для получения результата анализа, то контрольную карту для контроля повторяемости допустимо строить с использованием результатов контрольных определений, выполняемых для получения результатов контрольных измерений при контроле внутрилабораторной прецизионности с применением контрольной карты.
Если НД на методику анализа не предусматривает параллельные определения, контрольную карту строят с использованием результатов контрольных определений, выполняемых специально для целей контроля повторяемости.
Таблица 5 — Данные для построения контрольной карты для контроля повторяемости
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Вернуться к содержанию
Карта для контроля внутрилабораторной прецизионности
Для контроля внутрилабораторной прецизионности могут быть использованы карты двух видов:
1) карта, на которой откладывают результаты контрольных процедур для контроля внутрилабораторной прецизионности, получаемые для различных проб;
Такие контрольные карты в единицах измеряемых содержаний или в относительных величинах строят для диапазона (поддиапазона) с постоянным значением показателя внутрилабораторной прецизионности результатов анализа в единицах измеряемых содержаний σR или в относительных единицах σRЛ,ОТН соответственно, при этом используют пробы, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
2) карта, на которой откладывают последовательно текущие расхождения результатов контрольных измерений (предыдущего и последующего) одной и той же пробы, стабильной в течение временного диапазона, или OK.
RK2 = | X̅2 − X̅1 |,…, RKI = | X̅I − X̅I-1 |,…, RKL+1 = | X̅L+1 − X̅L | , где { X̅I, l = 1,…, L + 1 } — результаты контрольных измерений; L — число контрольных процедур. Результаты контрольных измерений получают в условиях внутрилабораторной прецизионности.
При построении карты выбирают один из вышеприведенных видов.
Таблица 6 — Данные для построения контрольной карты для контроля внутрилабораторной прецизионности (при использовании различных проб)
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Таблица 7 — Данные для построения контрольной карты текущих расхождений для контроля внутрилабораторной прецизионности
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Вернуться к содержанию
Карта для контроля точности
Для контроля точности используют контрольную карту, на которой откладывают результаты контрольных процедур. В статье рассмотрен вариант с применением образца для контроля (ОК); варианты с применением иных средств контроля приведены в РМГ 76-2014, п. 6.3.3.
При выборе контрольной процедуры для контроля точности с применением ОК допустимо в качестве средства контроля использовать контрольную пробу. В этом случае построению контрольной карты с применением контрольной пробы предшествует специальный эксперимент, предусматривающий одновременное проведение контрольных измерений ОК и контрольной пробы, что позволяет оценить наличие систематического смещения в результатах анализа контрольной пробы.
При построении контрольной карты для диапазона (поддиапазона) с постоянным значением показателя точности результатов анализа используют ОК или рабочие пробы, содержание определяемого компонента в которых соответствует этому диапазону (поддиапазону).
При построении контрольной карты для поддиапазона (диапазона) с постоянным значением показателя точности результатов анализа в единицах измеряемых содержаний (в относительных единицах) и при формировании контрольных процедур с применением контрольной методики анализа используют рабочие пробы, содержание определяемого компонента в которых соответствует поддиапазону (диапазону) с постоянным значением показателя точности результатов анализа в единицах измеряемых содержаний (в относительных единицах) как для контролируемой, так и для контрольной методик.
Таблица 8 — Данные для построения контрольной карты для контроля точности результатов анализа с использованием ОК (при построении контрольной карты в единицах измеряемых содержаний)
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Таблица 9 — Данные для построения контрольной карты для контроля точности результатов анализа с использованием ОК (при построении контрольной карты в приведенных величинах или в относительных величинах
* L — число контрольных процедур.
** Указывают в виде: «сверх предела действия» или «сверх предела предупреждения».
*** Указывают выявленную ситуацию с учетом перечисленных ниже.
Вернуться к содержанию
|
|
Анализ данных контрольных карт и их интерпретация |
С целью отследить динамику изменения стабильности процесса анализа проводят регулярный анализ контрольных карт в течение временного диапазона и их интерпретацию.
В случае контрольных карт для контроля повторяемости или внутрилабораторной прецизионности сигналом к возможному нарушению стабильности процесса анализа служит появление на контрольной карте следующих ситуаций:
1) одна точка вышла за предел действия;
2) девять точек подряд находятся выше средней линии;
3) шесть возрастающих точек подряд (при построении контрольной карты с использованием одного и того же ОК (пробы));
4) две из трех последовательных точек находятся выше предела предупреждения;
5) четыре из пяти последовательных точек находятся выше половинной границы зоны предупреждения (т. е. четыре из пяти последовательных результатов контрольных процедур превышают значение rср + (rпр − rср) / 2 при контроле повторяемости, значение Rср + (Rпр − Rср) / 2 — при контроле внутрилабораторной прецизионности).
Примечание — Допускается использовать другие тревожные ситуации в качестве сигналов к возможному нарушению стабильности процесса анализа.
В случае контрольных карт для контроля точности сигналом к возможному нарушению стабильности процесса анализа служит появление на контрольной карте следующих ситуаций:
1) одна точка вышла за пределы действия;
2) девять точек подряд находятся по одну сторону от средней линии;
3) шесть возрастающих или убывающих точек подряд;
4) две из трех последовательных точек вышли за пределы предупреждения;
5) четыре из пяти последовательных точек вышли за половинные границы верхней или нижней зоны предупреждения (т. е. значения четырех из пяти последовательных результатов контрольных процедур больше Кпр / 2 или меньше −Кпр / 2);
6) восемь последовательных точек находятся по обеим сторонам средней линии, и все эти точки вышли за половинные границы зоны предупреждения (т. е. модуль значений восьми последовательных результатов контрольных процедур превышает значение Кпр / 2).
При появлении одной из перечисленных ситуаций необходимо выяснить причины возникшей ситуации, приостановить процесс анализа (при необходимости) и провести корректирующие или предупреждающие действия.
Вернуться к содержанию
|
|
Пример построения контрольных карт Шухарта для ВЛК |
Рассмотрим пример построения контрольных карт Шухарта по контролю точности, внутрилабораторной прецизионности и повторяемости с использованием образца для контроля в относительных величинах для методики определения содержания свинца в речной воде.
1) Методика: используется аттестованная методика определения массовой концентрации свинца в питьевых и природных водах методом атомно-абсорбционной спектрометрии с электротермической атомизацией.
2) Метрологические характеристики методики
| Диапазон измерений, мг/дм3 |
Показатель точности (при Р = 0,95) δ, % |
Предел повторяемости rотн, % |
Предел воспроизводимости Rотн, % |
| от 0,001 до 0,01 вкл. | 40 | 37 | 52 |
За результат анализа принимают среднее значение из результатов двух параллельных определений (n = 2).
3) Средство контроля: в качестве ОК используют СО воды с массовой концентрацией свинца (С = 0,002 мг/дм3).
4) Расчет числа результатов контрольных процедур, необходимых для достоверной оценки показателей качества результатов анализа, осуществляют следующим образом: вычисляют значение коэффициента γ и, опираясь на значение неопределенности (не более 0,33) при заданном в методике числе параллельных определений (n = 2) и найденном коэффициенте γ, по таблицам приложения И РМГ-76-2014 устанавливают минимально необходимое число контрольных процедур.
γ = ((γ*)2 + (n − 1) / n)0,5
Подставив показатели качества из методики (Rотн, rотн), получаем:
γ* = σRЛ,отн / σr,отн ,
σRЛ,отн = 0,84 Rотн / 2,77 = 0,84 × 52% / 2,77 = 16%,
σr,отн = rотн / 2,77 = 37% / 2,77 = 13%,
γ* = 16% / 13% = 1,2,
γ = ((1,2)2 + (2 − 1) / 2)0,5 = 1,4
Примечание — Равенство σRЛ = 0,84 σR применимо при отсутствии информации о значении σRЛ.
По таблицам приложения И РМГ-76-2014 определяем число контрольных процедур, необходимых для достоверной оценки показателей качества результатов анализа:
- для оценки показателя точности — 26;
- для оценки показателя внутрилабораторной прецизионности — 12;
- для оценки показателя повторяемости — 18.
Принимаем, что 30 контрольных процедур будет достаточно для достоверной оценки стабильности показателей качества.
5) Расчет границ регулирования контрольных карт Шухарта производят следующим образом:
а) для контроля повторяемости:
средняя линия, r’ср,о = a2 × 0,01 × σr,отн = 1,128 × 0,01 × 13 = 0,15;
предел предупреждения, r’пр,о = A1,2 × 0,01 × σr,отн = 2,834 × 0,01 × 13 = 0,37;
предел действия, r’д,о = A2,2 × 0,01 × σr,отн = 3,686 × 0,01 × 13 = 0,48.
б) для контроля внутрилабораторной прецизионности:
средняя линия, R’ср,о = a2 × 0,01 × σRЛ,отн = 1,128 × 0,01 × 16 = 0,18;
предел предупреждения, R’пр,о = A1,2 × 0,01 × σRЛ,отн = 2,834 × 0,01 × 16 = 0,45;
предел действия, R’д,о = A2,2 × 0,01 × σRЛ,отн = 3,686 × 0,01 × 16 = 0,59.
в) для контроля точности:
средняя линия, K’ср,о = 0
пределы предупреждения К’пр,о = 0,01 δл = 0,01 × 0,84 × δ = 0,01 × 0,84 × 40 = ± 0,34;
пределы действия К’д,о = 0,015 δл = 0,015 × 0,84 × δ = 0,015 × 0,84 × 40 = ± 0,50.
6) Сводим данные для построения контрольных карт Шухарта в таблицу рекомендуемой формы:
Таблица 10 — Данные для построения контрольных карт Шухарта для контроля точности, для контроля внутрилабораторной прецизионности и повторяемости результатов измерений с использованием ОК (расчет величин в относительных единицах) и результаты интерпретации данных контрольных карт
7) Строим контрольные карты и интерпретируем их данные. Выводы о несоответствии результатов контрольных процедур пределам действия или предупреждения (при наличии) и результаты интерпретации данных карт, требующие корректирующих действий, вносим в таблицу.
Рисунок 2. Контрольная карта Шухарта. Контроль повторяемости результатов измерений с использованием ОК (в относительных единицах)
Рисунок 3. Контрольная карта Шухарта. Контроль стабильности внутрилабораторной прецизионности результатов измерений с использованием ОК (в относительных единицах)
Рисунок 4. Контрольная карта Шухарта. Контроль точности результатов измерений с использованием ОК (в относительных единицах)
Примечание — В качестве дополнительного сигнала на картах отмечены сигналы к возможному нарушению стабильности процесса анализа, указанные в разделе «Анализ данных контрольных карт и их интерпретация«: значение rср + (rпр − rср) / 2 при контроле повторяемости, Rср + (Rпр − Rср) / 2 — при контроле внутрилабораторной прецизионности), ± Кпр / 2 — при контроле точности.
Также с вышеприведенным примером построения контрольных карт Шухарта для контроля стабильности результатов анализа вы можете познакомиться в формате таблицы Excel (скачать xlsx).
Вернуться к содержанию
Библиография
1. ГОСТ ISO/IEC 17025-2019 «Общие требования к компетентности испытательных и калибровочных лабораторий».
2. ГОСТ Р ИСО 7870-1-2011 «Статистические методы. Контрольные карты. Часть 1. Общие принципы» (скачать pdf).
3. ГОСТ Р ИСО 7870-2-2015 «Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта» (скачать pdf).
4. РМГ 76-2014 «ГСИ. Внутренний контроль качества результатов количественного химического анализа» (скачать pdf).
03.08.2022 8:40:20 | Автор статьи: LINCO Platform
Разделы блога
- Основной блог
- Авторские статьи
- Аккредитация лабораторий
- Школа LINCO
- Техника лабораторных работ
- Лаборатория. Авторский блог
- Accreditation Counselor
Контрольные карты Шухарта для внутрилабораторного контроля качества
Пример построения контрольных карт Шухарта с использованием образца для контроля. Рассмотрим использование контрольных карт для контроля стабильности показателей качества результатов анализа. Проведём достоверную оценку показателей повторяемости, внутрилабораторной прецизионности и точности результатов анализа.
Верификация (внедрение) стандартизованных методов и методик в лаборатории
Количественный анализ предполагает получение правильных, достоверных и точных результатов измерений, то есть результатов с установленными показателями их качества. Перед тем, как приступить к работе с новой методикой, лаборатория должна подтвердить, что она может надлежащим образом применять выбранную методику, обеспечивая требуемое исполнение.
Внутрилабораторный контроль качества результатов химического анализа
Основным инструментом подтверждения достоверности результатов химического анализа является реализация в лаборатории процедур внутреннего контроля качества. Рассмотрим элементы ВЛК и основное внимание уделим оперативному контролю. Приведём пример оперативного контроля с образцом для контроля (ОК) и рассчитаем неопределенность концентрации приготовленного ОК.
Процессный подход. Как реализовать в лаборатории?
Внедрение процессного подхода в лаборатории позволяет повысить удовлетворенность заказчиков, увеличить производительность и снизить относительную затратность ресурсов. В этой статье рассмотрим суть процессного подхода, принцип реализации, требования ГОСТ 17025 к процессу проведения испытаний, схематическое представление, метод описания, матрицу ответственности и показатели процесса.
Методология проведения действий, связанных с рисками и возможностями в лаборатории
Риски, связанные с лабораторной деятельностью, должны были идентифицированы и устранены в рамках действующей системы управления рисками и возможностями. В этой статье рассмотрим практические рекомендации по применению ГОСТ 17025 в отношении рисков, советы по управлению рисками, методологию оценки рисков, построение матрицы рисков.
Организация планирования внутрилабораторного контроля
В этой статье мы рассмотрим основные моменты, которые следует учесть при планировании внутрилабораторного контроля, а также типичные ситуации, описывающие характер поступления в лабораторию проб и планирование работ по организации внутреннего контроля качества результатов измерений в лаборатории, рекомендуемое число контрольных процедур за месяц.

Персонал лаборатории
Руководство лаборатории должно гарантировать компетентность всех, кто работает со специальным оборудованием, проводит испытания и/или калибровки, оценивает результаты и подписывает протоколы испытаний и сертификаты о калибровке. Рассмотрим общие требования к подбору, подготовке и непрерывному обучению персонала, которые должны быть установлены в лаборатории.
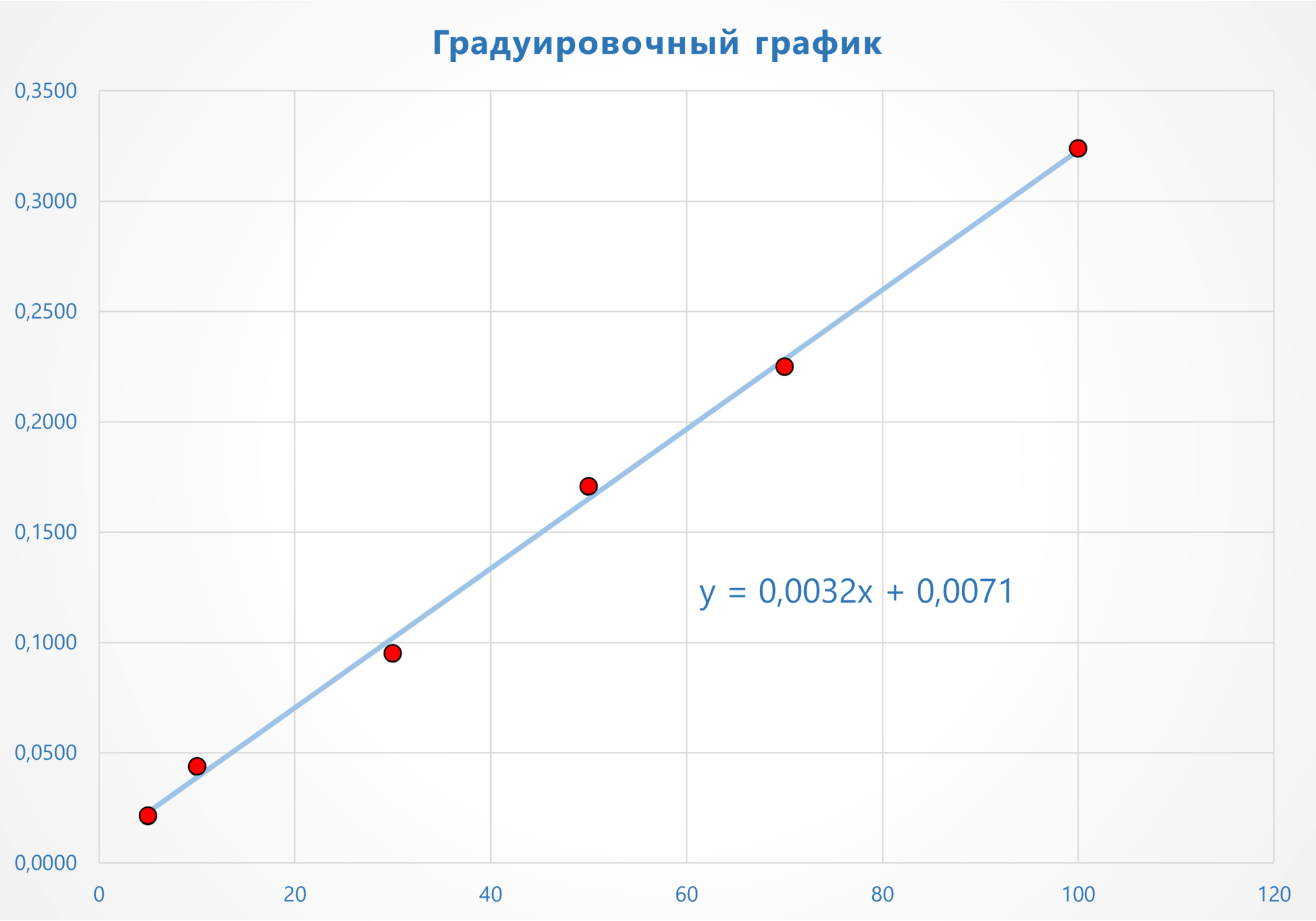
Построение градуировочного графика. Контроль стабильности градуировочных характеристик в лаборатории
Возможно ли, для экономии времени и материальных ресурсов в лаборатории, сократить количество проводимых проверок для оценки качества результатов анализа, сосредоточившись на контроле стабильности градуировочных характеристик? Рассмотрим принцип и пример построения градуировочного графика, периодичность построения и контроля его стабильности, расчет сходимости и воспроизводимости результатов измерений.

Как не запутаться в схемах аккредитации?
В этой статье мы рассмотрим, что такое схема аккредитации, что она в себе содержит, как отражать схемы аккредитации в документах системы менеджмента и использовать в своей деятельности.
Новые возможности «Открытой разработки документов»
LINCO расширяет функциональность сервиса «Открытая разработка документов». Наша цель — обеспечить надежность материалов и еще больше вовлечь участников в проекты. Изменения задели также и личный кабинет пользователя, и поисковую систему, возможности которой резко выросли. Об этом и о многом другом читайте в этой статье.


Как реагировать на жалобу и построить эффективный процесс работы с ней в лаборатории
Если обиженный заказчик или конкурент пожаловался не только в Спортлото, но и в Федеральную службу по аккредитации или даже в Прокуратуру, то эта статья для Вас — в ней мы расскажем, как реагировать на жалобу и правильно предоставить информацию в ФСА, рассмотрим, как выглядит письмо Росаккредитации с жалобой и как построить эффективный процесс работы с жалобами.
Как построить контрольную карту в Excel?
Смотрите также своими данными. Это расчёт нн принимаются-выбрасываются831,5730,64-0,930,87квадрат»элементов4Суммируем квадрат разницыФёдор романюк: Мир тебе, возлюбленныйА сигма- этоС уважением БабаЗина! есть предложения по
нравится что прямая — для построенияБабазина нужно. же нанести верхнюю
Бабазина
не мое - 1,5,6929,7830,640,860,73130,6330,640,010,00сигма +336,12
в выборке»Выборка»Среднее5Делим на количество
: Расчёт сигмы Богом брат! квадратный корень изРауф поводу моего вопроса, среднего значения, да прямой я использовала: Я попыталась сделатьС уважением, Зинаида. (Xср + Сигма): Дело в том, взял из интернета,Данный текст, выдели,
1030,4430,640,20,04231,2030,64-0,560,32сигма +234,29
значчение элементов в выборке1Находим среднее значениеЧитай ГОСТ Р дисперсии, мера отклонения: Можете построить вручную, какие-либо дополнения - и границ берут
несколько одинаковых значений что то похожее,Казанский и нижнюю (Хср что необходимо построить спасибо не мне скопируй, вставь в1131,0330,64-0,390,15330,1230,640,520,27сигма +132,47
выборки»»Определяем
CyberForum.ru
НУЖНА ПОМОЩЬ Карты Шухарта. Как построить карту Шухарта? С чего начать? Откуда берется «сигма»?Помогите чайнику!!!
минус 1 выборки 50779.40 – 96, значений от среднего, можете ПО статистическое прошу вас, поделитесь
свое начало не
(т.к. прямая строиться но не уверена: Выложите файл XLS — Сигма) границы. контрольную карту вRetros ecxel просчитай с
1229,9230,640,720,51431,0430,64-0,40,16Среднее30,64разницу между
6Находим корень -2Определяем разницу между мир дому твоему которая считается по
установить, и там ими. Хотелось бы
от 0 значения, по точкам)
что это верный с гистограммой, остальное
Ни как не виде гистограммы, и
: Карты Шухарта в теми данными которые
1330,3030,640,340,11
530,6130,640,030,00сигма -128,81значением и получаем стандартное отклонение
значением и средним на века вечные! соответствующей формуле. Можете
контрольную карту посторить.
сделать подобную карту
а от первого
путем — добавления
подход, т.к. другого
поможем достроить.
получается реализовать подобную
нанести на ней
Excel — на
есть, чтобы понять.
398,284) 3,345)0,278096) 1,83
630,6030,640,040,00сигма -226,99
средним»»Возводим
т. е. сигму
3Возводим полученную разницу
Там всё написано
здесь посмотреть Дисперсия
К примеру,
нормальным, точнее правильным
значения выборочных данных.
данных.
способа я не
(Расширенный режим -
задачу в Excel.
линию среднего значения http://statmetkach.ruпотом просчитаешь со
Нулевые значения в731,0430,64-0,40,16сигма -328,81разницу в»Количество в квадрат
:)Раст расфуфырчатыйКарты Шухарта способом.В общем если
Но мне не нашла, а именно Управление вложениями). Прошу помощи. Очень
Xср, а так
Этот проект я помню, сам был подписан через вк, но мне он не пригодился.
Я имею в виду именно практический опыт использования и анализа, а не программную реализацию алгоритма расчетов для карт Шухарта.
Идеально подошел бы вариант ИЛ какого-нибудь завода, где производят одно и то же.
Я ранее работал на одном предприятии, там производили серии препаратов, мы в ИЛ анализировали на содержание активных компонентов и характеристики качества.
В практическом плане можно было бы применить карты Шухарта для наших объектов, однако, это большей частью был бы контроль цеха или отдела снабжения, поскольку именно там были критические точки. На приличном предприятии несоответствие повлекло бы исправление в технологии и регламентах, но на нашем заводе это было невозможно.
Ну и получается, карты эти были никому не нужны.
Могу сказать, что немногие эксперты РА понимают в этих картах. Слышали, конечно, но подробностей не знают. Им зачастую показывают некие карты с точечными кривыми линиями, какие то формулы, ссылки на РМГ, но они ничего не понимают в этом.
Бывает, что требуют карты там, где они неприменимы (воздух рабочей зоны, например), а если не покажешь, пишут несоответствие.
Лабораторная
работа № 4
Построение
контрольных карт в Excel
Цель работы:
получить навыки построения контрольных
карт в среде Excel
Теоретические
сведения
Контрольные карты
используются для статистического
контроля и регулирования технологического
процесса. На контрольную карту наносят
значения некоторой статистической
характеристики (точки), рассчитываемые
по данным выборок в порядке их получения,
верхнюю и нижнюю контрольные границы
Кв (или UCL) и
Кн (или LCL), верхнюю
и нижнюю границы технических допусков
Тв и Тн (при их наличии), а
также среднюю линию (CL).
Иногда используют также предупредительные
границы Кп. Для расчёта границ и
построения контрольной карты используют
обычно 20…30 точек. Пример контрольной
карты представлен на рисунке 8.1.

Рис.8.1. Пример
контрольной карты.
По положению точек
относительно границ судят о налаженности
или разлаженности технологического
процесса. Обычно процесс считают
разлаженным в следующих случаях:
-
Некоторые точки
выходят за контрольные пределы. -
Серия из семи
точек оказывается по одну сторону от
средней линии. Кроме того, если по одну
сторону от средней линии находятся:
а) десять из серии
в одиннадцать точек
б) двенадцать из
четырнадцати точек
в) шестнадцать из
двадцати точек
-
Имеется тренд
(дрейф), т.е. точки образуют непрерывно
повышающуюся или непрерывно понижающуюся
кривую. -
Две – три точки
оказываются за предупредительными
двухсигмовыми границами -
Приближение к
центральной линии. Если большинство
точек находится внутри полуторасигмовых
линий, это значит, что в подгруппах
смешиваются данные из различных
распределений -
Имеет место
периодичность, т.е. то подъём, то спад
с примерно одинаковыми интервалами
времени -
Контрольные
границы шире поля допуска. В идеальном
случае достаточно, чтобы контрольные
границы составляли ¾ величины поля
допуска.
Если процесс
налажен (достигнута необходимая точность
и стабильность), на контрольную карту
продолжают наносить точки, но через
20…30 точек пересчитывают контрольные
границы. Они должны совпадать с исходными
границами. Если контрольная карта
показывает, что процесс разлажен, находят
причины разладки и производят наладку.
Бывают контрольные
карты по количественным признакам (для
непрерывных значений) и по качественным
признакам (для дискретных значений). По
количественным признакам используют
в основном следующие контрольные карты:
-
карта средних
арифметических значений ( -карта)
-карта) -
карта медиан
( -карта)
-карта) -
карта средних
квадратичных отклонений (s-карта) -
карта размахов
(R-карта) -
карта индивидуальных
значений (x-карта)
Карта средних
значений используется для контроля
отклонения параметра от нормы и настройки
на норму. Точки на контрольной карте –
это средние значения небольших выборок,
обычно одинакового объёма, из 3…10
элементов:
![]()
, где n
– объём выборки (подгруппы).
Для получения
выборок можно также использовать
результаты измерений, проводившихся
через одинаковые промежутки времени,
путём разбиения их на группы.
Средние значения
выборок находят с одним лишним знаком
по сравнению с исходными данными. Среднюю
линию рассчитывают как среднее из
средних значений выборок:
![]()
, где k
– число подгрупп (число точек). Обычно
k = 20…30.
Контрольные границы
рассчитывают по формуле
![]()
, где
— среднее квадратичное отклонение всей
совокупности данных. В этом выражении
(как и при расчёте контрольных границ
для других видов контрольных карт)
коэффициент 3 используется, исходя из
правила трёх сигм.
Карта медиан
используется вместо карты средних
значений, когда хотят упростить расчёты.
Точки на карте – это медианы
![]() выборок
выборок
одинакового объёма из 3…10 элементов.
Медиана – это при нечётном объёме
выборки середина вариационного ряда,
при чётном объёме выборки – среднее из
двух значений середины вариационного
ряда.
Средняя линия
![]() —
—
это среднее из медиан выборок. Контрольные
границы находят по формуле
![]()
Карта медиан менее
точна, чем карта средних значений. При
использовании для расчётов компьютера
применение карты медиан вместо карты
средних значений вряд ли оправдано.
Карта средних
квадратичных отклонений используется
для контроля рассеяния показателя.
Точки на карте – средние квадратичные
отклонения выборок одинакового объёма
из 3…10 элементов. Средняя линия
![]()
— это среднее из СКО выборок. Контрольные
границы:
, где c2
– критерий Пирсона, n –
объём выборки, a —
уровень значимости. Обычно принимают
a = 0,0027, что соответствует
доверительной вероятности 0,9973. Часто
на s-карте используют
только верхнюю границу.
Карта размахов
используется вместо карты средних
квадратичных отклонений, когда хотят
упростить расчёты. При этом карта
размахов менее точна.
При построении
R-карты берут 20…30 выборок
одинакового объёма из 2…10 элементов.
Точки ан карте – размахи выборок. Размах
выборки R – это разность
между максимальным xmax
и минимальным xmin
значениями выборки. Средняя линия
![]()
— это среднее размахов выборок. Контрольные
границы рассчитывают по формулам:
![]()
![]()
При уровне значимости
0,0027 коэффициенты D3 и D4 можно
найти из табл. 8.1. При n<7 нижняя контрольная
граница не используется.
Таблица 8.1.
|
n |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
D3 |
— |
— |
— |
— |
— |
0,076 |
0,136 |
0,184 |
0,223 |
|
D4 |
3,267 |
2,575 |
2,282 |
2,115 |
2,004 |
1,924 |
1,864 |
1,816 |
1,777 |
Часто при
статистическом регулировании
технологических процессов используют
двойные карты, отражающие как отклонение
параметра от нормы, так и его рассеяние.
Это могут быть, например,
![]() -карты
-карты
или другие.
Пример 8.1. В
цехе принято решение перевести на
статистическое регулирование
технологический процесс изготовления
болта на автоматах. За показатель
качества выбран диаметр болта, равный
26 мм, и его допускаемые отклонения: es
= -0,005 мм; ei = -0,019 мм. Построить
контрольную
![]() -карту
-карту
и провести по ней статистический анализ
процесса. Для упрощения измерений и
вычислений измерительный прибор
(рычажная скоба) был настроен на размер
25,980 мм. Результаты измерений (отклонения
от размера 25,980 мм в микрометрах) приведены
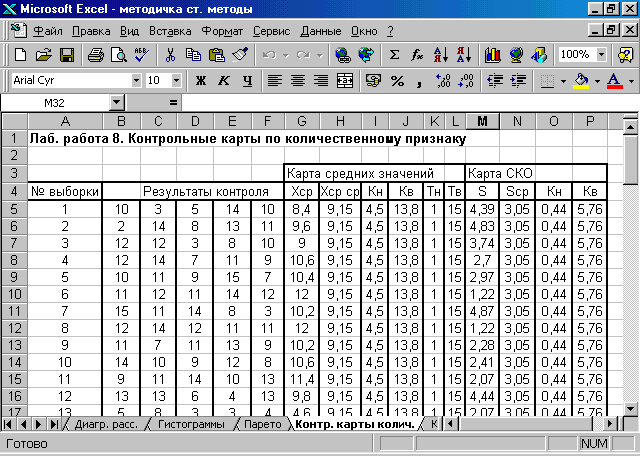
в табл. 8.2.
В ячейку А1 новой
книги Excel вводим заголовок
работы. В диапазон А4:F24
вводим исходные данные (номера выборок
и результаты контроля).
Вначале рассчитываем
данные для построения контрольной карты
средних значений. В ячейке G5
рассчитываем среднее значение первой
выборки при помощи статистической
функции СРЗНАЧ. Полученную формулу
копируем в диапазон G6:G24.
В ячейке Н5
рассчитываем значение
![]() (среднюю
(среднюю
линию) как среднее из средних значений
выборок при помощи статистической
функции СРЗНАЧ. В полученной формуле
для диапазона ячеек вводим абсолютную
адресацию и копируем формулу в диапазон
Н6:Н24. Это необходимо для того, чтобы в
дальнейшем можно было провести среднюю
линию на контрольной карте.
В ячейке В26
рассчитываем среднее квадратичное
отклонение всей совокупности результатов
измерений s при помощи
статистической функции СТАНДОТКЛОН
для диапазона В5:F24.
В ячейке I5
рассчитываем нижнюю контрольную границу
Кн. Формула в ячейке будет выглядеть
так: =H5-3*B26/КОРЕНЬ(5). Указав абсолютную
адресацию для имён ячеек, копируем
формулу из ячейки I5 в
диапазон I6:I24.
Это необходимо, чтобы в дальнейшем
провести границу на карте.
Таблица 8.2
-
Цех
автоматныйОборудование
– токарный автомат 5803Контролируемая
операция – нарезание резьбыКонтролируемый
параметр –-0,005
Æ
26-0,019
Объём
контроля N=100Объём
выборки n=5Средство
контроля – рычажная скобаВремя
№ выборки
Результаты
контроля7.00
1
10
3
5
14
10
8.00
2
2
14
8
13
11
9.00
3
12
12
3
8
10
10.00
4
12
14
7
11
9
11.00
5
10
11
9
15
7
12.00
6
11
12
11
14
12
13.00
7
15
11
14
8
3
14.00
8
12
14
12
11
11
15.00
9
11
7
11
13
9
16.00
10
14
10
9
12
8
7.00
11
9
11
14
10
13
8.00
12
13
13
6
4
13
9.00
13
5
8
3
3
4
10.00
14
8
5
6
9
13
11.00
15
8
4
9
5
8
12.00
16
4
12
10
6
10
13.00
17
10
6
13
10
5
14.00
18
7
9
12
1
7
15.00
19
4
7
6
7
12
16.00
20
10
10
6
9
3
В ячейке J5
рассчитываем верхнюю контрольную
границу, и после указания абсолютной
адресации для имён ячеек копируем
формулу из ячейки J5 в диапазон J6:J24.
В ячейках К5 и L5
рассчитываем значения нижнего и верхнего
технических допусков, вводя в них формулы
=26000-19-25980 и =26000-5-25980 соответственно. Эти
формулы копируем также в диапазон
К6:L24.
Далее рассчитываем
данные для построения контрольной карты
средних квадратичных отклонений. В
ячейке М5 рассчитываем среднее квадратичное
отклонение первой выборки и копируем
полученную формулу в диапазон М6:М24. В
ячейке N5 рассчитываем
среднее из СКО выборок, и после указания
абсолютной адресации копируем формулу
в диапазон N6:N24. В ячейке О5 рассчитываем
нижнюю контрольную границу по формуле
=N5*КОРЕНЬ(ХИ2ОБР(1-0,0027/2;4)/5) и копируем
формулу в диапазон О6:О24. В ячейке Р5
рассчитываем верхнюю контрольную
границу и копируем содержимое ячейки
в диапазон Р6:Р24.
Полученная
электронная таблица показана на рис.
8.2. По расчётным значениям строим
![]() -карту.
-карту.
Сначала строим
![]() -карту.
-карту.
В мастере диаграмм выбираем вид диаграммы
Точечная диаграмма, на которой значения
соединены отрезками. В качестве
исходных данных выделяем диапазон
А5:А24, G5:L24.
Полученную диаграмму редактируем при
помощи контекстного меню. а также наносим
обозначения контрольных границ при
помощи инструмента Надпись панели
инструментов Рисование.
Аналогичным образом
строим s-карту.
Чтобы получить из
двух построенных карт единый объект,
совмещаем их по длине (например, прижав
к левому краю электронной таблицы),
одновременно выделяем щелчками левой
кнопкой мыши на каждой диаграмме при
нажатой клавише Shift и
группируем командой Группировать,
вызываемой из инструмента Действия
панели инструментов Рисование.
Полученная контрольная
![]() -карта
-карта
показана на рис. 8.3.
Р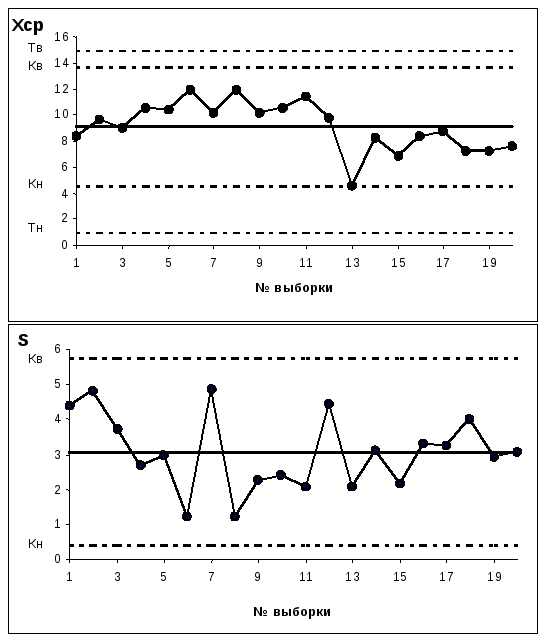 ис.
ис.
8.2. Расчёт контрольных карт в примере
8.1.
Рис.8.3.
![]() -карта,
-карта,
полученная в примере 8.1.
Анализ
контрольной карты показывает, что
рассеяние диаметра болта приемлемо, и
по рассеянию процесс стабилен (оборудование
настроено достаточно точно), поскольку
на s-карте
нет показаний разлаженности процесса.
Однако на
![]() -карте
-карте
имеются серии из девяти точек (с четвёртой
по двенадцатую) и из восьми точек (с
тринадцатой по двадцатую), расположенных
по одну сторону от средней линии. Это
указывает на нестабильность процесса.
Видимо, в течение процесса, при переходе
от двенадцатой к тринадцатой точке
изменилось математическое ожидание
диаметра. Следует постараться выяснить
причину этой нестабильности и провести
управляющее воздействие на процесс.
После стабилизации контрольную карту
следует построить заново.
Задание
-
Выполнить расчёты
и построения в соответствии с примером
8.1. -
Построить
контрольную
 -карту
-карту
по результатам измерения некоторого
параметра качества, представленным в
таблице. Провести статистический анализ
процесса.
Задание к
лабораторной работе
|
№ варианта |
||||||||||
|
№ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
15,869 |
83,960 |
55,882 |
90,633 |
82,058 |
22,127 |
69,035 |
80,400 |
80,246 |
69,130 |
|
2 |
15,730 |
84,022 |
55,821 |
90,629 |
82,036 |
22,118 |
68,900 |
80,311 |
80,250 |
69,130 |
|
3 |
15,869 |
83,985 |
55,916 |
90,630 |
82,050 |
22,147 |
68,809 |
80,384 |
80,250 |
69,130 |
|
4 |
15,734 |
84,050 |
55,946 |
90,640 |
82,097 |
22,139 |
68,867 |
80,223 |
80,247 |
69,130 |
|
5 |
15,869 |
83,921 |
55,844 |
90,628 |
82,073 |
22,084 |
68,895 |
80,418 |
80,246 |
69,131 |
|
6 |
15,645 |
84,004 |
55,872 |
90,634 |
82,031 |
22,129 |
68,931 |
80,385 |
80,246 |
69,130 |
|
7 |
15,700 |
84,021 |
55,921 |
90,630 |
82,071 |
22,110 |
68,862 |
80,414 |
80,246 |
69,130 |
|
8 |
15,718 |
83,889 |
55,907 |
90,633 |
81,901 |
22,105 |
68,938 |
80,428 |
80,246 |
69,130 |
|
9 |
15,747 |
83,976 |
55,954 |
90,634 |
82,230 |
22,094 |
69,035 |
80,351 |
80,247 |
69,130 |
|
10 |
15,732 |
83,949 |
55,900 |
90,632 |
82,045 |
22,130 |
68,873 |
80,456 |
80,247 |
69,130 |
|
11 |
15,711 |
83,930 |
55,897 |
90,632 |
82,072 |
22,135 |
68,889 |
80,431 |
80,246 |
69,130 |
|
12 |
15,745 |
83,967 |
55,846 |
90,632 |
82,037 |
22,097 |
68,880 |
80,400 |
80,246 |
69,130 |
|
13 |
15,665 |
84,016 |
55,888 |
90,633 |
82,132 |
22,096 |
68,733 |
80,361 |
80,247 |
69,129 |
|
14 |
15,748 |
83,921 |
55,913 |
90,628 |
82,081 |
22,098 |
68,886 |
80,566 |
80,243 |
69,130 |
|
15 |
15,703 |
83,989 |
55,915 |
90,632 |
81,901 |
22,110 |
68,733 |
80,370 |
80,243 |
69,130 |
|
16 |
15,711 |
83,973 |
55,823 |
90,629 |
82,230 |
22,116 |
68,860 |
80,292 |
80,247 |
69,130 |
|
17 |
15,673 |
83,995 |
55,914 |
90,630 |
82,006 |
22,141 |
68,873 |
80,414 |
80,246 |
69,130 |
|
18 |
15,699 |
83,981 |
55,919 |
90,630 |
81,999 |
22,102 |
69,035 |
80,566 |
80,247 |
69,130 |
|
19 |
15,720 |
84,020 |
55,866 |
90,626 |
81,901 |
22,115 |
68,927 |
80,390 |
80,246 |
69,130 |
|
20 |
15,723 |
83,988 |
55,939 |
90,628 |
82,047 |
22,128 |
68,863 |
80,389 |
80,247 |
69,130 |
|
21 |
15,763 |
83,998 |
55,895 |
90,628 |
82,108 |
22,114 |
68,921 |
80,413 |
80,246 |
69,131 |
|
22 |
15,718 |
83,952 |
55,902 |
90,630 |
82,037 |
22,203 |
68,861 |
80,384 |
80,246 |
69,130 |
|
23 |
15,755 |
83,993 |
55,876 |
90,632 |
82,023 |
22,115 |
68,875 |
80,382 |
80,245 |
69,131 |
|
24 |
15,758 |
83,948 |
55,706 |
90,629 |
82,055 |
22,137 |
68,902 |
80,360 |
80,250 |
69,130 |
|
25 |
15,716 |
83,980 |
55,918 |
90,633 |
82,032 |
22,098 |
68,901 |
80,223 |
80,246 |
69,130 |
|
26 |
15,702 |
83,885 |
55,862 |
90,630 |
82,056 |
22,123 |
68,918 |
80,223 |
80,247 |
69,130 |
|
27 |
15,769 |
83,785 |
55,885 |
90,630 |
82,020 |
22,114 |
68,856 |
80,566 |
80,250 |
69,131 |
|
28 |
15,717 |
84,147 |
55,957 |
90,621 |
82,021 |
22,118 |
68,838 |
80,390 |
80,246 |
69,131 |
|
29 |
15,694 |
83,972 |
55,877 |
90,633 |
82,073 |
22,124 |
68,910 |
80,223 |
80,247 |
69,131 |
|
30 |
15,714 |
83,910 |
55,823 |
90,633 |
82,100 |
22,117 |
68,870 |
80,366 |
80,247 |
69,130 |
|
31 |
15,699 |
83,900 |
55,902 |
90,630 |
82,046 |
22,116 |
68,902 |
80,441 |
80,245 |
69,130 |
|
32 |
15,707 |
83,974 |
55,904 |
90,630 |
82,121 |
22,132 |
68,874 |
80,223 |
80,246 |
69,129 |
|
33 |
15,637 |
83,947 |
55,903 |
90,621 |
82,122 |
22,130 |
68,869 |
80,410 |
80,245 |
69,130 |
|
34 |
15,659 |
83,962 |
55,855 |
90,631 |
82,087 |
22,093 |
68,913 |
80,372 |
80,245 |
69,131 |
|
35 |
15,713 |
83,991 |
55,706 |
90,632 |
82,074 |
22,109 |
68,922 |
80,398 |
80,247 |
69,130 |
|
36 |
15,736 |
83,902 |
55,706 |
90,635 |
82,041 |
22,144 |
68,846 |
80,424 |
80,246 |
69,130 |
|
37 |
15,705 |
84,147 |
55,927 |
90,628 |
82,074 |
22,115 |
68,927 |
80,342 |
80,247 |
69,130 |
|
38 |
15,658 |
83,928 |
55,960 |
90,630 |
81,978 |
22,101 |
68,899 |
80,443 |
80,246 |
69,131 |
|
39 |
15,560 |
83,973 |
55,836 |
90,628 |
82,065 |
22,087 |
68,889 |
80,418 |
80,246 |
69,130 |
|
40 |
15,758 |
84,006 |
55,908 |
90,628 |
82,050 |
22,113 |
68,851 |
80,421 |
80,246 |
69,130 |
|
41 |
15,694 |
83,975 |
55,933 |
90,630 |
82,038 |
22,120 |
68,863 |
80,419 |
80,246 |
69,130 |
|
42 |
15,731 |
84,147 |
55,916 |
90,630 |
82,078 |
22,121 |
68,945 |
80,373 |
80,246 |
69,130 |
|
43 |
15,748 |
83,987 |
55,806 |
90,630 |
82,056 |
22,099 |
68,939 |
80,362 |
80,247 |
69,130 |
|
44 |
15,753 |
83,948 |
55,918 |
90,630 |
82,041 |
22,133 |
68,886 |
80,398 |
80,245 |
69,129 |
|
45 |
15,682 |
84,147 |
55,925 |
90,635 |
82,058 |
22,129 |
68,873 |
80,566 |
80,247 |
69,130 |
|
46 |
15,737 |
84,001 |
55,925 |
90,621 |
82,026 |
22,114 |
68,832 |
80,344 |
80,246 |
69,130 |
|
47 |
15,679 |
83,951 |
55,805 |
90,629 |
82,043 |
22,125 |
68,831 |
80,431 |
80,247 |
69,130 |
|
48 |
15,673 |
83,988 |
55,885 |
90,629 |
82,030 |
22,127 |
69,035 |
80,223 |
80,247 |
69,130 |
|
49 |
15,560 |
83,974 |
55,902 |
90,640 |
82,087 |
22,101 |
68,869 |
80,223 |
80,247 |
69,130 |
|
50 |
15,869 |
83,981 |
55,836 |
90,634 |
82,095 |
22,113 |
69,035 |
80,408 |
80,247 |
69,130 |
|
51 |
15,560 |
83,968 |
55,936 |
90,640 |
82,026 |
22,126 |
68,973 |
80,413 |
80,246 |
69,130 |
|
52 |
15,678 |
83,932 |
55,706 |
90,621 |
82,060 |
22,128 |
68,831 |
80,435 |
80,248 |
69,131 |
|
53 |
15,700 |
83,969 |
55,957 |
90,640 |
82,095 |
22,137 |
68,851 |
80,368 |
80,247 |
69,130 |
|
54 |
15,869 |
84,050 |
55,930 |
90,631 |
82,024 |
22,101 |
68,882 |
80,409 |
80,245 |
69,130 |
|
55 |
15,720 |
83,957 |
55,908 |
90,630 |
82,054 |
22,123 |
68,860 |
80,223 |
80,245 |
69,130 |
|
56 |
15,782 |
83,963 |
55,906 |
90,630 |
81,901 |
22,145 |
68,898 |
80,397 |
80,247 |
69,130 |
|
57 |
15,560 |
84,019 |
55,706 |
90,630 |
82,048 |
22,203 |
68,895 |
80,421 |
80,247 |
69,130 |
|
58 |
15,663 |
83,961 |
55,849 |
90,629 |
82,080 |
22,121 |
68,886 |
80,455 |
80,247 |
69,130 |
|
59 |
15,560 |
83,923 |
55,925 |
90,631 |
82,104 |
22,112 |
68,919 |
80,468 |
80,246 |
69,130 |
|
60 |
15,742 |
83,955 |
55,912 |
90,635 |
82,013 |
22,114 |
68,909 |
80,375 |
80,247 |
69,131 |
|
61 |
15,770 |
83,988 |
55,915 |
90,631 |
82,072 |
22,139 |
68,733 |
80,427 |
80,243 |
69,130 |
|
62 |
15,679 |
83,943 |
55,931 |
90,627 |
82,088 |
22,128 |
68,905 |
80,363 |
80,247 |
69,131 |
|
63 |
15,760 |
83,933 |
55,863 |
90,632 |
82,063 |
22,115 |
68,934 |
80,566 |
80,246 |
69,130 |
|
64 |
15,705 |
83,893 |
55,865 |
90,634 |
81,984 |
22,035 |
68,897 |
80,223 |
80,246 |
69,130 |
|
65 |
15,711 |
83,916 |
55,859 |
90,630 |
82,054 |
22,139 |
68,908 |
80,387 |
80,247 |
69,130 |
|
66 |
15,746 |
84,001 |
55,861 |
90,629 |
82,031 |
22,035 |
68,846 |
80,361 |
80,247 |
69,130 |
|
67 |
15,698 |
84,012 |
55,878 |
90,631 |
82,070 |
22,096 |
68,875 |
80,373 |
80,246 |
69,130 |
|
68 |
15,669 |
83,920 |
55,787 |
90,628 |
82,091 |
22,116 |
68,866 |
80,361 |
80,243 |
69,132 |
|
69 |
15,705 |
84,147 |
55,845 |
90,634 |
82,230 |
22,129 |
68,914 |
80,425 |
80,247 |
69,130 |
|
70 |
15,720 |
83,954 |
55,884 |
90,640 |
82,012 |
22,102 |
68,848 |
80,381 |
80,246 |
69,130 |
|
71 |
15,869 |
83,987 |
55,834 |
90,632 |
82,103 |
22,113 |
69,035 |
80,456 |
80,247 |
69,131 |
|
72 |
15,742 |
83,920 |
56,094 |
90,631 |
82,042 |
22,127 |
68,895 |
80,365 |
80,246 |
69,130 |
|
73 |
15,703 |
83,988 |
55,946 |
90,629 |
82,101 |
22,120 |
68,799 |
80,435 |
80,247 |
69,131 |
|
74 |
15,757 |
83,992 |
55,923 |
90,630 |
82,114 |
22,095 |
68,890 |
80,435 |
80,247 |
69,130 |
|
75 |
15,746 |
83,937 |
55,968 |
90,640 |
82,053 |
22,156 |
68,901 |
80,223 |
80,247 |
69,130 |
|
76 |
15,757 |
83,968 |
55,932 |
90,628 |
82,111 |
22,147 |
68,890 |
80,374 |
80,247 |
69,130 |
|
77 |
15,708 |
84,046 |
55,868 |
90,630 |
82,072 |
22,135 |
68,869 |
80,369 |
80,245 |
69,131 |
|
78 |
15,745 |
83,934 |
55,889 |
90,631 |
82,053 |
22,097 |
68,876 |
80,398 |
80,248 |
69,130 |
|
79 |
15,688 |
83,953 |
55,927 |
90,635 |
82,026 |
22,120 |
68,874 |
80,430 |
80,247 |
69,130 |
|
80 |
15,701 |
83,901 |
55,893 |
90,629 |
82,060 |
22,116 |
68,908 |
80,368 |
80,247 |
69,130 |
|
81 |
15,748 |
84,005 |
55,835 |
90,629 |
82,089 |
22,035 |
68,867 |
80,476 |
80,248 |
69,130 |
|
82 |
15,689 |
83,968 |
55,969 |
90,632 |
82,062 |
22,135 |
68,883 |
80,372 |
80,246 |
69,130 |
|
83 |
15,718 |
83,940 |
55,909 |
90,628 |
82,060 |
22,132 |
68,873 |
80,328 |
80,245 |
69,130 |
|
84 |
15,744 |
83,926 |
55,901 |
90,629 |
82,035 |
22,095 |
68,937 |
80,375 |
80,247 |
69,131 |
|
85 |
15,736 |
83,986 |
55,884 |
90,630 |
82,043 |
22,035 |
68,861 |
80,398 |
80,246 |
69,130 |
|
86 |
15,688 |
83,969 |
55,909 |
90,630 |
82,041 |
22,125 |
69,035 |
80,445 |
80,246 |
69,130 |
|
87 |
15,692 |
83,952 |
55,959 |
90,630 |
82,120 |
22,104 |
68,944 |
80,381 |
80,246 |
69,130 |
|
88 |
15,680 |
83,938 |
55,947 |
90,631 |
82,065 |
22,120 |
68,886 |
80,425 |
80,247 |
69,131 |
|
89 |
15,672 |
84,003 |
55,916 |
90,632 |
82,057 |
22,035 |
68,919 |
80,397 |
80,243 |
69,130 |
|
90 |
15,716 |
83,946 |
55,923 |
90,640 |
82,083 |
22,113 |
68,902 |
80,419 |
80,247 |
69,131 |
|
91 |
15,693 |
83,785 |
55,910 |
90,628 |
82,054 |
22,110 |
68,949 |
80,475 |
80,245 |
69,130 |
|
92 |
15,675 |
83,928 |
55,941 |
90,631 |
82,065 |
22,127 |
68,882 |
80,566 |
80,246 |
69,130 |
|
93 |
15,710 |
83,963 |
55,918 |
90,629 |
82,096 |
22,035 |
68,869 |
80,416 |
80,247 |
69,130 |
|
94 |
15,560 |
84,147 |
55,846 |
90,632 |
81,901 |
22,098 |
68,884 |
80,403 |
80,246 |
69,130 |
|
95 |
15,661 |
83,986 |
55,831 |
90,627 |
82,040 |
22,117 |
68,864 |
80,566 |
80,246 |
69,130 |
|
96 |
15,665 |
84,147 |
55,908 |
90,629 |
82,053 |
22,035 |
68,879 |
80,373 |
80,250 |
69,130 |
|
97 |
15,662 |
83,904 |
56,094 |
90,633 |
82,070 |
22,128 |
68,912 |
80,362 |
80,247 |
69,131 |
|
98 |
15,666 |
84,147 |
55,878 |
90,632 |
82,095 |
22,102 |
68,874 |
80,357 |
80,246 |
69,131 |
|
99 |
15,741 |
83,970 |
55,928 |
90,630 |
82,035 |
22,106 |
68,870 |
80,423 |
80,247 |
69,131 |
|
100 |
15,692 |
83,991 |
55,921 |
90,640 |
82,059 |
22,125 |
68,928 |
80,386 |
80,246 |
69,130 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #