
ГОСТ Р 55724-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ
Методы ультразвуковые
Non-destructive testing. Welded joints. Ultrasonic methods
ОКС 19.100
Дата введения 2015-07-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным предприятием «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта» (НИИ мостов), Государственным научным центром РФ «Открытое акционерное общество «Научно-производственное объединение «Центральный научно-исследовательский институт технологии машиностроения» (ОАО НПО «ЦНИИТМАШ»), Федеральным государственным автономным учреждением «Научно-учебный центр «Сварка и контроль» при Московском государственном техническом университете им.Н.Э.Баумана»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 «Неразрушающий контроль»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1410-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.001 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 18353* Контроль неразрушающий. Классификация видов и методов
________________
* Утратил силу. Действует ГОСТ Р 56542-2015.
ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ Р 55725 Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования
ГОСТ Р 55808 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
|
3.1.1 А-развертка: Форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат — амплитуду. [ГОСТ Р ИСО 5577-2009, пункт 2.13.1] |
|
3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне. [ГОСТ 23829-85, статья 57] |
|
3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя. [ГОСТ 23829-85, статья 69] |
|
3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода. [ГОСТ Р ИСО 5577-2009, пункт 2.7.5] |
|
3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467-79, статья 38] |
|
3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения. [ГОСТ 23829-85, статья 75] |
|
3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны. [ГОСТ 23829-85, статья 73] |
|
3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля). [ГОСТ 20911-89, статья 14] |
|
3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля. [ГОСТ Р ИСО 5577-2009, пункт 2.7.1] |
|
3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей. [ГОСТ Р ИСО 5577-2009, пункт 2.6.2] |
|
3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора. [ГОСТ Р ИСО 5577-2009, пункт 2.7.3] |
|
3.1.12 несплошность: Нарушение однородности материала. [ГОСТ Р ИСО 5577, пункт 2.1.12] |
|
3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска. [ГОСТ Р ИСО 5577-2009, пункт 2.7.2] |
|
3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн. [ГОСТ Р ИСО 5577-2009, пункт 2.5.21] |
|
3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани. [ГОСТ 23829-85, статья 59] |
|
3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью. [ГОСТ 23829-85, статья 58] |
|
3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны. [ГОСТ 23829-85, статья 74] |
|
3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь: Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот. [ГОСТ Р ИСО 5577-2009, пункт 2.5.9] |
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект».
3.1.21 дифракционный способ: Способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
3.1.25 погрешность глубиномера: Погрешность измерения известного расстояния до отражателя.
3.1.26 поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при поиске несплошностей.
3.1.27
предельная чувствительность контроля эхо-методом:
Чувствительность, характеризуемая минимальной эквивалентной площадью (в мм
) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
3.1.28 угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
3.1.29 условный размер (протяженность, ширина, высота) дефекта: Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.1.30 условное расстояние между несплошностями: Минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности.
3.1.31 условная чувствительность контроля эхо-методом: Чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа.
3.1.32 шаг сканирования: Расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
3.1.34 эквивалентная чувствительность: Чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа A.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
И — излучатель;
П — приемник;
— условная высота дефекта;
— условная протяженность дефекта;
— условное расстояние между дефектами;
— условная ширина дефекта;
— чувствительность предельная;
— шаг поперечного сканирования;
— шаг продольного сканирования.
4.2 В настоящем стандарте применены следующие сокращения:
БЦО — боковое цилиндрическое отверстие;
НО — настроечный образец;
ПЭП — пьезоэлектрический преобразователь;
УЗ — ультразвук (ультразвуковой);
УЗК — ультразвуковой контроль;
ЭМАП — электромагнитоакустический преобразователь.
5 Общие положения
5.1 При УЗК сварных соединений применяют методы отраженного излучения и прошедшего излучения по ГОСТ 18353, а также их сочетания, реализуемые способами (вариантами методов), схемами прозвучивания, регламентированными настоящим стандартом.
5.2 При УЗК сварных соединений используют следующие типы УЗ волн: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
5.3 Для УЗК сварных соединений используют следующие средства контроля:
— УЗ импульсный дефектоскоп или аппаратно-программный комплекс (далее — дефектоскоп);
— преобразователи (ПЭП, ЭМАП) по ГОСТ Р 55725 или нестандартизированные преобразователи (в том числе — многоэлементные), аттестованные (калиброванные) с учетом требований ГОСТ Р 55725;
— меры и/или НО для настройки и проверки параметров дефектоскопа.
Дополнительно могут быть использованы вспомогательные приспособления и устройства для соблюдения параметров сканирования, измерения характеристик выявленных дефектов, оценки шероховатости и др.
5.4 Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, должны обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте.
5.5 Средства измерений (дефектоскопы с преобразователями, меры и др.), используемые для УЗК сварных соединений, подлежат метрологическому обеспечению (контролю) в соответствии с действующим законодательством.
5.6 Технологическая документация на УЗК сварных соединений должна регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК.
6 Способы контроля, схемы прозвучивания и способы сканирования сварных соединений
6.1 Способы контроля
При УЗК сварных соединений применяют следующие способы (варианты методов) контроля: эхо-импульсный, зеркально-теневой, эхо-теневой, эхо-зеркальный, дифракционный, дельта (рисунки 1-6).
Допускается применение других способов УЗК сварных соединений, достоверность которых подтверждена теоретически и экспериментально
Способы УЗК реализуют с помощью преобразователей, включенных по совмещенной или раздельной схемам.
|
|
Рисунок 1 — Эхо-импульсный
|
|
Рисунок 2 — Зеркально-теневой
|
|
Рисунок 3 — Эхо-теневой прямым (а) и наклонными (б) ПЭП
|
|
Рисунок 4 — Эхо-зеркальный
|
|
Рисунок 5 — Дифракционный
|
|
Рисунок 6 — Варианты дельта-метода
6.2 Схемы прозвучивания различных типов сварных соединений
6.2.1 УЗК стыковых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым, однократно-отраженным, двукратно-отраженным лучами (рисунки 7-9).
Допускается применять другие схемы прозвучивания, приведенные в технологической документации на контроль.
|
|
Рисунок 7 — Схема прозвучивания стыкового сварного соединения прямым лучом
|
|
Рисунок 8 — Схема прозвучивания стыкового сварного соединения однократно-отраженным лучом
|
|
Рисунок 9 — Схема прозвучивания стыкового сварного соединения двукратно-отраженным лучом
6.2.2 УЗК тавровых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 10-12).
Примечание — На рисунках символом
обозначено направление прозвучивания наклонным ПЭП «от наблюдателя». При данных схемах аналогично выполняют прозвучивание и в направлении «к наблюдателю».
Допускается применять другие схемы, приведенные в технологической документации на контроль.
|
|
Рисунок 10 — Схемы прозвучивания таврового сварного соединения прямым (а) и однократно-отраженным (б) лучами
|
|
Рисунок 11 — Схемы прозвучивания таврового сварного соединения прямым лучом
|
|
Рисунок 12 — Схема прозвучивания таврового сварного соединения наклонными преобразователями по раздельной схеме (Н-непровар)
6.2.3 УЗК угловых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 13-15).
Допускается применять другие схемы, приведенные в технологической документации на контроль.
|
|
Рисунок 13 — Схема прозвучивания углового сварного соединения совмещенными наклонными и прямым преобразователями
|
|
Рисунок 14 — Схема прозвучивания углового сварного соединения при двустороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
|
|
Рисунок 15 — Схема прозвучивания углового сварного соединения при одностороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
6.2.4 УЗК нахлесточных сварных соединений выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 16.
|
|
Рисунок 16 — Схема прозвучивания нахлесточного сварного соединения по совмещенной (а) или раздельной (б) схемам
6.2.5 УЗК сварных соединений с целью выявления поперечных трещин (в том числе, в соединениях со снятым валиком шва), выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунках 13, 14, 17.
|
|
Рисунок 17 — Схема прозвучивания стыковых сварных соединений при контроле для поиска поперечных трещин: а) — со снятым валиком шва; б) — с неудаленным валиком шва
6.2.6 УЗК сварных соединений с целью выявления несплошностей, залегающих вблизи поверхности, по которой производится сканирование, выполняют продольными подповерхностными (головными) волнами или поверхностными волнами (например, рисунки 14, 15).
6.2.7 УЗК стыковых сварных соединений в местах пересечений швов выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 18.
|
|
Рисунок 18 — Схемы прозвучивания мест пересечений стыковых сварных соединений
6.3 Способы сканирования
6.3.1 Сканирование сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянных или изменяющихся углах ввода и разворота луча. Способ сканирования, направление прозвучивания, поверхности, с которых ведется прозвучивание, должны быть установлены с учетом назначения и контролепригодности соединения в технологической документации на контроль.
6.3.2 При УЗК сварных соединений применяют способы поперечно-продольного (рисунок 19) или продольно-поперечного (рисунок 20) сканирования. Допускается также применять способ сканирования качающимся лучом (рисунок 21).
|
|
Рисунок 19 — Варианты способа поперечно-продольного сканирования
|
|
Рисунок 20 — Способ поперечно-продольного сканирования
|
|
Рисунок 21 — Способ сканирования качающимся лучом
7 Требования к средствам контроля
7.1 Дефектоскопы, используемые для УЗК сварных соединений, должны обеспечивать регулировку усиления (ослабления) амплитуд сигналов, измерение отношения амплитуд сигналов во всем диапазоне регулировки усиления (ослабления), измерение расстояния, пройденного ультразвуковым импульсом в объекте контроля до отражающей поверхности, и координат расположения отражающей поверхности относительно точки выхода луча.
7.2 Преобразователи, используемые совместно с дефектоскопами для УЗК сварных соединений, должны обеспечивать:
— отклонение рабочей частоты УЗ колебаний, излучаемых преобразователями, от номинального значения — не более 20% (для частот не более 1,25 МГц), не более 10% (для частот свыше 1,25 МГц);
— отклонение угла ввода луча от номинального значения — не более ±2°;
— отклонение точки выхода луча от положения соответствующей метки на преобразователе — не более ±1 мм.
Форма и размеры преобразователя, значения стрелы наклонного преобразователя и среднего пути УЗ в призме (протекторе) должны соответствовать требованиям технологической документации на контроль.
7.3 Меры и настроечные образцы
7.3.1 При УЗК сварных соединений применяют меры и/или НО, области применения и условия поверки (калибровки) которых указаны в технологической документации на УЗК.
7.3.2 Меры (калибровочные образцы), используемые при УЗК сварных соединений, должны иметь метрологические характеристики, обеспечивающие повторяемость и воспроизводимость измерений амплитуд эхо-сигналов и временных интервалов между эхо-сигналами, по которым выполняется настройка и проверка основных параметров УЗК, регламентированных технологической документацией на УЗК.
В качестве мер для настройки и проверки основных параметров УЗК преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более можно использовать образцы СО-2, СО-3, или СО-3Р по ГОСТ 18576, требования к которым приведены в приложении A.
7.3.3 НО, используемые при УЗК сварных соединений, должны обеспечивать возможность настройки временных интервалов и значений чувствительности, заданных в технологической документации на УЗК, и иметь паспорт, содержащий значения геометрических параметров и соотношения амплитуд эхо-сигналов от отражателей в НО и мерах, а также идентификационные данные мер, использованных при аттестации.
В качестве НО для настройки и проверки основных параметров УЗК используют образцы с плоскодонными отражателями, а также образцы с БЦО, сегментными или угловыми отражателями.
Допускается также использовать в качестве НО калибровочные образцы V1 по ISO 2400:2012, V2 по ISO 7963:2006 (приложение Б) или их модификации, а также образцы, изготовленные из объектов контроля, с конструктивными отражателями или альтернативными отражателями произвольной формы.
8 Подготовка к контролю
8.1 Сварное соединение подготавливают к УЗК при отсутствии в соединении наружных дефектов. Форма и размеры околошовной зоны должны позволять перемещать преобразователь в пределах, обусловленных степенью контролепригодности соединения (приложение В).
8.2 Поверхность соединения, по которой перемещают преобразователь, не должна иметь вмятин и неровностей, с поверхности должны быть удалены брызги металла, отслаивающиеся окалина и краска, загрязнения.
При механической обработке соединения, предусмотренной технологическим процессом на изготовление сварной конструкции, шероховатость поверхности должна быть не хуже
40 мкм по ГОСТ 2789.
Требования к подготовке поверхности, допустимой шероховатости и волнистости, способам их измерения (при необходимости), а также наличию неотслаивающейся окалины, краски и загрязнений поверхности объекта контроля указывают в технологической документации на контроль.
8.3 Неразрушающий контроль околошовной зоны основного металла на отсутствие расслоений, препятствующих проведению УЗК наклонным преобразователем, выполняют в соответствии с требованиями технологической документации.
8.4 Сварное соединение следует маркировать и разделять на участки так, чтобы однозначно устанавливать место расположения дефекта по длине шва.
8.5 Трубы и резервуары перед контролем отраженным лучом должны быть освобождены от жидкости.
Допускается контролировать трубы, резервуары, корпуса кораблей с жидкостью под донной поверхностью по методикам, регламентированным технологической документацией на контроль.
8.6 Основные параметры контроля:
а) частота ультразвуковых колебаний;
б) чувствительность;
в) положение точки выхода луча (стрела) преобразователя;
г) угол ввода луча в металл;
д) погрешность измерения координат или погрешность глубиномера;
е) мертвая зона;
ж) разрешающая способность;
и) угол раскрытия диаграммы направленности в плоскости падения волны;
к) шаг сканирования.
8.7 Частоту ультразвуковых колебаний следует измерять как эффективную частоту эхо-импульса по ГОСТ Р 55808.
8.8 Основные параметры по перечислениям б)-и) 8.6 следует настраивать (проверять) по мерам или НО.
8.8.1 Условную чувствительность при эхо-импульсном УЗК следует настраивать по мерам СО-2 или СО-3Р в децибелах.
Условную чувствительность при зеркально-теневом УЗК следует настраивать на бездефектном участке сварного соединения или на НО в соответствии с ГОСТ 18576.
8.8.2 Предельную чувствительность при эхо-импульсном УЗК следует настраивать по площади плоскодонного отражателя в НО или по АРД, SKH — диаграммам.
Допускается вместо НО с плоскодонным отражателем применять НО с сегментными, угловыми отражателями, БЦО или другими отражателями. Способ настройки предельной чувствительности по таким образцам должен быть регламентирован в технологической документации на УЗК. При этом для НО с сегментным отражателем
,
где
— площадь сегментного отражателя;
а для НО с угловым отражателем
,
где
— площадь углового отражателя;
— коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов приведены на рисунке 22.
При применении АРД, SKH-диаграмм в качестве опорного сигнала используют эхо-сигналы от отражателей в мерах СО-2, СО-3, а также от донной поверхности или двугранного угла в контролируемом изделии или в НО.
|
|
Рисунок 22 — График определения поправки к предельной чувствительности при использовании углового отражателя
8.8.3 Эквивалентную чувствительность при эхо-импульсном УЗК следует настраивать по НО с учетом требований 7.3.3.
8.8.4 При настройке чувствительности следует вводить поправку, учитывающую различие состояния поверхностей меры или НО и контролируемого соединения (шероховатость, наличие покрытий, кривизна). Способы определения поправок должны быть указаны в технологической документации на контроль.
8.8.5 Угол ввода луча следует измерять по мерам или НО при температуре окружающего воздуха, соответствующей температуре контроля.
Угол ввода луча при контроле сварных соединений толщиной более 100 мм определяют в соответствии с технологической документацией на контроль.
8.8.6 Погрешность измерения координат или погрешность глубиномера, мертвую зону, угол раскрытия диаграммы направленности в плоскости падения волны следует измерять по мерам СО-2, СО-3Р или НО.
9 Проведение контроля
9.1 Прозвучивание сварного соединения выполняют по схемам и способам, приведенным в разделе 6.
9.2 Акустический контакт ПЭП с контролируемым металлом следует создавать контактным, или иммерсионным, или щелевым способами ввода УЗ колебаний.
9.3 Шаги сканирования
,
определяют с учетом заданного превышения поискового уровня чувствительности над контрольным уровнем чувствительности, диаграммы направленности преобразователя и толщины контролируемого сварного соединения, при этом шаг сканирования должен быть не более половины размера активного элемента ПЭП в направлении шага.
9.4 При проведении УЗК используют следующие уровни чувствительности: опорный уровень; контрольный уровень; браковочный уровень; поисковый уровень.
Количественная разница между уровнями чувствительности должна быть регламентирована технологической документацией на контроль.
9.5 Скорость сканирования при ручном УЗК не должна превышать 150 мм/с.
9.6 Для обнаружения дефектов, расположенных у торцов соединения, следует дополнительно прозвучивать зону у каждого торца, постепенно поворачивая преобразователь в сторону торца на угол до 45°.
9.7 При УЗК сварных соединений изделий, диаметр которых менее 800 мм, настройку зоны контроля следует проводить по искусственным отражателям, выполненным в НО, имеющим ту же толщину и радиус кривизны, что и контролируемое изделие. Допустимое отклонение по радиусу образца — не более 10% номинального значения. При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП должны соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования.
Обработку (притирку) ПЭП необходимо производить в приспособлении, исключающем перекос ПЭП относительно нормали к поверхности ввода.
Особенности настройки основных параметров и проведения контроля изделий цилиндрической формы указывают в технологической документации на УЗК.
9.8 Этап сканирования при механизированном или автоматизированном УЗК с помощью специальных устройств сканирования следует выполнять с учетом рекомендаций Руководств по эксплуатации оборудования.
10 Измерение характеристик дефектов и оценка качества
10.1 Основными измеряемыми характеристиками выявленной несплошности являются:
— соотношение амплитудной и/или временной характеристики принятого сигнала и соответствующей характеристики опорного сигнала;
— эквивалентная площадь несплошности;
— координаты несплошности в сварном соединении;
— условные размеры несплошности;
— условное расстояние между несплошностями;
— количество несплошностей на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны быть регламентированы технологической документацией на контроль.
10.2 Эквивалентную площадь определяют по максимальной амплитуде эхо-сигнала от несплошности путем сравнения ее с амплитудой эхо-сигнала от отражателя в НО или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20%.
10.3 В качестве условных размеров выявленной несплошности могут быть использованы: условная протяженность
; условная ширина
; условная высота
(рисунок 23).
Условную протяженность измеряют длиной зоны между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к оси шва.
Условную ширину измеряют длиной зоны между крайними положениями преобразователя, перемещаемого в плоскости падения луча.
Условную высоту определяют как разность измеренных значений глубины расположения несплошности в крайних положениях преобразователя, перемещаемого в плоскости падения луча.
10.4 При измерении условных размеров
,
,
за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала от выявляемой несплошности или составляет 0,5 от максимального значения (относительный уровень измерений — 0,5), или соответствует заданному уровню чувствительности.
Допускается выполнять измерение условных размеров несплошностей при значениях относительного уровня измерений от 0,8 до 0,1, если это указано в технологической документации на УЗК.
Условную ширину
и условную высоту
протяженной несплошности измеряют в сечении соединения, где эхо-сигнал от несплошности имеет наибольшую амплитуду, а также в сечениях, расположенных на расстояниях, указанных в технологической документации на контроль.
|
|
Рисунок 23 — Измерение условных размеров дефектов
10.5 Условное расстояние
между несплошностями измеряют по расстоянию между крайними положениями преобразователя. При этом крайние положения задаются в зависимости от протяженности несплошностей:
— для компактной несплошности (
, где
— условная протяженность ненаправленного отражателя, залегающего на той же глубине, что и несплошность) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала максимальна;
— для протяженной несплошности (
) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала соответствует заданному уровню чувствительности.
10.6 Не соответствуют требованиям УЗК сварные соединения, в которых измеренное значение хотя бы одной характеристики выявленного дефекта больше браковочного значения этой характеристики, заданного в технологической документации.
11 Оформление результатов контроля
11.1 Результаты УЗК должны быть отражены в рабочей, учетной и приемо-сдаточной документации, перечень и формы которой принимаются в установленном порядке. Документация должна содержать сведения:
— о типе контролируемого соединения, индексах, присвоенных изделию и сварному соединению, расположении и длине участка, подлежащего УЗК;
— технологической документации, в соответствии с которой выполняется УЗК и оцениваются его результаты;
— дате контроля;
— идентификационных данных дефектоскописта;
— типе и заводском номере дефектоскопа, преобразователей, мер, НО;
— непроконтролированных или неполностью проконтролированных участках, подлежащих УЗК;
— результатах УЗК.
11.2 Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (заключений, а также форма представления результатов контроля заказчику) должны быть регламентированы технологической документацией на УЗК.
11.3 Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи должны быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по приложению Г.
12 Требования безопасности
12.1 При проведении работ по ультразвуковому контролю продукции дефектоскопист должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Ростехнадзором.
12.2 При выполнении контроля должны соблюдаться требования [1] и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
12.3 Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003.
12.4 При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004.
Приложение А
(обязательное)
Меры СО-2, СО-3, СО-3Р для проверки (настройки) основных параметров ультразвукового контроля
А.1 Меры СО-2 (рисунок А.1), СО-3 (рисунок А.2), СО-3Р по ГОСТ 18576 (рисунок А.3) следует изготавливать из стали марки 20 и применять для измерения (настройки) и проверки основных параметров аппаратуры и контроля преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более.
|
|
Рисунок А.1 — Эскиз меры СО-2
|
|
Рисунок А.2 — Эскиз меры СО-3
|
|
Рисунок А.3 — Эскиз меры СО-3Р
А.2 Меру СО-2 следует применять для настройки условной чувствительности, а также для проверки мертвой зоны, погрешности глубиномера, угла ввода луча, угла раскрытия основного лепестка диаграммы направленности в плоскости падения и определения предельной чувствительности при контроле соединений из сталей.
А.3 При контроле соединений из металлов, отличающихся по акустическим характеристикам от углеродистой и низколегированной сталей (по скорости распространения продольной волны более чем на 5%) для определения угла ввода луча, угла раскрытия основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности должен применяться НО СО-2А, выполненный из контролируемого материала.
А.4 Меру СО-3 следует применять для определения точки выхода луча и стрелы преобразователя.
А.5 Меру СО-3Р следует применять для определения и настройки основных параметров, перечисленных в 8.8 для мер СО-2 и СО-3.
Приложение Б
(справочное)
Настроечные образцы для проверки (настройки) основных параметров ультразвукового контроля
Б.1 НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя должна соответствовать требованиям технологической документации.
|
|
1 — дно отверстия; 2 — преобразователь; 3 — блок из контролируемого металла; 4 — акустическая ось
Рисунок Б.1 — Эскиз НО с плоскодонным отражателем
Б.2 НО V1 по ISO 2400:2012 представляет собой металлический блок (рисунок Б.1) из углеродистой стали, в который запрессован цилиндр диаметром 50 мм, изготовленный из оргстекла.
НО V1 применяют для настройки параметров развертки дефектоскопа и глубиномера, настройки уровней чувствительности, а также для оценки мертвой зоны, разрешающей способности, определения точки выхода луча, стрелы и угла ввода преобразователя.
Б.3 НО V2 по ISO 7963:2006 изготавливают из углеродистой стали (рисунок Б.2) и применяют для настройки глубиномера, настройки уровней чувствительности, определения точки выхода луча, стрелы и угла ввода преобразователя.
|
|
Рисунок Б.2 — Эскиз НО V1
|
|
Рисунок Б.3 — Эскиз НО V2
Приложение В
(рекомендуемое)
Степени контролепригодности сварных соединений
Для швов сварных соединений устанавливаются следующие степени контролепригодности в порядке ее снижения:
1 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения как минимум с двух направлений, в зависимости от требований технологической документации;
2 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения с одного направления;
3 — имеются элементы контролируемого сечения, которые при регламентированной схеме прозвучивания акустическая ось диаграммы направленности не пересекает ни по одному из направлений. При этом площадь непрозвучиваемых участков не превышает 20% общей площади контролируемого сечения и они находятся только в подповерхностной части сварного соединения.
Направления считаются разными, если угол между акустическими осями — не менее 15°.
Любая степень контролепригодности, кроме 1, устанавливается в технологической документации на контроль.
Приложение Г
(рекомендуемое)
Сокращенное описание результатов контроля
При сокращенном описании результатов контроля следует каждый дефект или группу дефектов указывать отдельно и обозначать буквой:
— буквой, определяющей качественно оценку допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала — А или Д) и условной протяженности (Б);
— буквой, определяющей качественно условную протяженность дефекта, если она измерена в соответствии с 10.3 (Г или Е);
— буквой, определяющей конфигурацию (объемный — Ш, плоскостной — П) дефекта, если она установлена;
— цифрой, определяющей эквивалентную площадь выявленного дефекта, мм
, если она измерялась;
— цифрой, определяющей наибольшую глубину залегания дефекта, мм;
— цифрой, определяющей условную протяженность дефекта, мм;
— цифрой, определяющей условную ширину дефекта, мм;
— цифрой, определяющей условную высоту дефекта, мм или мкс*.
Для сокращенной записи должны применяться следующие обозначения:
А — дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д — дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б — дефект, условная протяженность которого превышает допустимое значение;
Г — дефект, условная протяженность которого
;
Е — дефект, условная протяженность которого
;
В — группа дефектов, отстоящих друг от друга на расстояниях
;
Т — дефект, который при расположении преобразователя под углом менее 40° к оси шва вызывает появление эхо-сигнала, превышающего амплитуду эхо-сигнала при расположении преобразователя перпендикулярно к оси шва, на величину, указанную в технической документации на контроль, утвержденной в установленном порядке.
Условную протяженность для дефектов типов Г и Т не указывают.
В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом.
Библиография
|
[1] |
СанПиН 2282-80* |
Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих (Минздрав СССР) |
_________________
* Заменены на СанПиН 2.2.4/2.1.8.582-96.
|
УДК 621.791.053:620.169.16:006.354 |
ОКС 19.100 |
|
Ключевые слова: контроль неразрушающий, швы сварные, методы ультразвуковые |
Описание
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
Разделы сайта, связанные с этим документом:
- Аккредитация и аттестация в системе экспертизы промышленной безопасности
Связи документа
В новостях
В комментариях/вопросах
Нет комментариев, вопросов или ответов с этим документом
Оглавление
- Предисловие1
- 1. Область применения2
- 2. Нормативные ссылки2
- 3. Термины и определения3
- 4. Обозначения и сокращения5
- 5. Общие положения6
- 6. Способы контроля, схемы прозвучивания и способы сканирования сварных соединений7
- 6.1. Способы контроля7
- 6.2. Схемы прозвучивания различных типов сварных соединений9
- 6.3. Способы сканирования14
- 7. Требования к средствам контроля16
- 8. Подготовка к контролю17
- 9. Проведение контроля19
- 10. Измерение характеристик дефектов и оценка качества19
- 11. Оформление результатов контроля21
- 12. Требования безопасности21
- Приложение А23
- МЕРЫ СО-2, СО-3, СО-3Р ДЛЯ ПРОВЕРКИ (НАСТРОЙКИ) ОСНОВНЫХ ПАРАМЕТРОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ23
- Приложение Б25
- НАСТРОЕЧНЫЕ ОБРАЗЦЫ ДЛЯ ПРОВЕРКИ (НАСТРОЙКИ) ОСНОВНЫХ ПАРАМЕТРОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ25
- Приложение В27
- СТЕПЕНИ КОНТРОЛЕПРИГОДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ27
- Приложение Г28
- СОКРАЩЕННОЕ ОПИСАНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ28
- БИБЛИОГРАФИЯ29
Термины
-
Термины
- SKH-диаграмма
графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя
см. страницу термина - А-развертка
форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат — амплитуду
см. страницу термина - Акустическая ось
линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне
см. страницу термина - АРД-диаграмма
графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя
см. страницу термина - Боковое цилиндрическое отверстие
цилиндрический отражатель, расположенный параллельно поверхности ввода
см. страницу термина - Браковочный уровень чувствительности
уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект»
см. страницу термина - Дефект
каждое отдельное несоответствие продукции установленным требованиям
см. страницу термина - Дифракционный способ
способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности
см. страницу термина - Иммерсионный способ
акустический контакт через слой жидкости толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения
см. страницу термина - Контактный способ
акустический контакт через слой вещества толщиной менее половины длины волны
см. страницу термина - Контролепригодность
свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля)
см. страницу термина - Контрольный уровень чувствительности (уровень фиксации)
уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству
см. страницу термина - Мера (калибровочный образец)
образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля
см. страницу термина - Мертвая зона
область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей
см. страницу термина - Настроечный образец
образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора
см. страницу термина - Несплошность
- Опорный сигнал
сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности
см. страницу термина - Опорный уровень чувствительности
уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа
см. страницу термина - Плоскодонный отражатель
- Погрешность глубиномера
погрешность измерения известного расстояния до отражателя
см. страницу термина - Поисковый уровень чувствительности
уровень чувствительности, устанавливаемый при поиске несплошностей
см. страницу термина - Предельная чувствительность контроля эхо-методом
чувствительность, характеризуемая минимальной эквивалентной площадью (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры
см. страницу термина - Преобразователь
электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн
см. страницу термина - Стрела преобразователя
расстояние от точки выхода луча наклонного преобразователя до его передней грани
см. страницу термина - Типы УЗ волн
При УЗК сварных соединений используют следующие …: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
см. страницу термина - Точка выхода луча
точка пересечения акустической оси преобразователя с его рабочей поверхностью
см. страницу термина - Угол ввода
угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая
см. страницу термина - Условная чувствительность контроля эхо-методом
чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа
см. страницу термина - Условное расстояние между несплошностями
минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности
см. страницу термина - Условный размер (протяженность, ширина, высота) дефекта
размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности
см. страницу термина - Шаг сканирования
расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта
см. страницу термина - Щелевой способ
акустический контакт через слой жидкости толщиной порядка длины волны
см. страницу термина - Эквивалентная площадь несплошности
площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны
см. страницу термина - Эквивалентная чувствительность
чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа А
см. страницу термина - ЭМА-преобразователь
Электромагнитоакустический преобразователь — преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот
см. страницу термина
Важно
- Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru). …
- 5.4. Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, ДОЛЖНЫ обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте. …
- 5.6. Технологическая документация на УЗК сварных соединений ДОЛЖНА регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК. …
- ДОПУСКАЕТСЯ применение других способов УЗК сварных соединений, достоверность которых подтверждена теоретически и экспериментально. …
- ДОПУСКАЕТСЯ применять другие схемы прозвучивания, приведенные в технологической документации на контроль. …
- ДОПУСКАЕТСЯ применять другие схемы, приведенные в технологической документации на контроль. …
- ДОПУСКАЕТСЯ применять другие схемы, приведенные в технологической документации на контроль. …
- 6.3.1. Сканирование сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянных или изменяющихся углах ввода и разворота луча. Способ сканирования, направление прозвучивания, поверхности, с которых ведется прозвучивание, ДОЛЖНЫ быть установлены с учетом назначения и контролепригодности соединения в технологической документации на контроль. …
- 6.3.2. При УЗК сварных соединений применяют способы поперечно-продольного (рисунок 19) или продольно-поперечного (рисунок 20) сканирования. ДОПУСКАЕТСЯ также применять способ сканирования качающимся лучом (рисунок 21). …
- 7.1. Дефектоскопы, используемые для УЗК сварных соединений, ДОЛЖНЫ обеспечивать регулировку усиления (ослабления) амплитуд сигналов, измерение отношения амплитуд сигналов во всем диапазоне регулировки усиления (ослабления), измерение расстояния, пройденного ультразвуковым импульсом в объекте контроля до отражающей поверхности, и координат расположения отражающей поверхности относительно точки выхода луча. …
- 7.2. Преобразователи, используемые совместно с дефектоскопами для УЗК сварных соединений, ДОЛЖНЫ обеспечивать: …
- Форма и размеры преобразователя, значения стрелы наклонного преобразователя и среднего пути УЗ в призме (протекторе) ДОЛЖНЫ соответствовать требованиям технологической документации на контроль. …
- 7.3.2. Меры (калибровочные образцы), используемые при УЗК сварных соединений, ДОЛЖНЫ иметь метрологические характеристики, обеспечивающие повторяемость и воспроизводимость измерений амплитуд эхо-сигналов и временных интервалов между эхо-сигналами, по которым выполняется настройка и проверка основных параметров УЗК, регламентированных технологической документацией на УЗК. …
- 7.3.3. НО, используемые при УЗК сварных соединений, ДОЛЖНЫ обеспечивать возможность настройки временных интервалов и значений чувствительности, заданных в технологической документации на УЗК, и иметь паспорт, содержащий значения геометрических параметров и соотношения амплитуд эхо-сигналов от отражателей в НО и мерах, а также идентификационные данные мер, использованных при аттестации. …
- ДОПУСКАЕТСЯ также использовать в качестве НО калибровочные образцы V1 по ISO 2400:2012, V2 по ISO 7963:2006 (Приложение Б) или их модификации, а также образцы, изготовленные из объектов контроля, с конструктивными отражателями или альтернативными отражателями произвольной формы. …
- 8.2. Поверхность соединения, по которой перемещают преобразователь, НЕ ДОЛЖНА иметь вмятин и неровностей, с поверхности ДОЛЖНЫ быть удалены брызги металла, отслаивающиеся окалина и краска, загрязнения. …
- При механической обработке соединения, предусмотренной технологическим процессом на изготовление сварной конструкции, шероховатость поверхности ДОЛЖНА быть не хуже Rz 40 мкм по ГОСТ 2789. …
- 8.1. Сварное соединение подготавливают к УЗК при отсутствии в соединении наружных дефектов. Форма и размеры околошовной зоны ДОЛЖНЫ позволять перемещать преобразователь в пределах, обусловленных степенью контролепригодности соединения (Приложение В). …
- 8.5. Трубы и резервуары перед контролем отраженным лучом ДОЛЖНЫ быть освобождены от жидкости. …
- ДОПУСКАЕТСЯ контролировать трубы, резервуары, корпуса кораблей с жидкостью под донной поверхностью по методикам, регламентированным технологической документацией на контроль. …
- ДОПУСКАЕТСЯ вместо НО с плоскодонным отражателем применять НО с сегментными, угловыми отражателями, БЦО или другими отражателями. Способ настройки предельной чувствительности по таким образцам ДОЛЖЕН быть регламентирован в технологической документации на УЗК. При этом для НО с сегментным отражателем …
- 8.8.4. При настройке чувствительности следует вводить поправку, учитывающую различие состояния поверхностей меры или НО и контролируемого соединения (шероховатость, наличие покрытий, кривизна). Способы определения поправок ДОЛЖНЫ быть указаны в технологической документации на контроль. …
- 9.3. Шаги сканирования , определяют с учетом заданного превышения поискового уровня чувствительности над контрольным уровнем чувствительности, диаграммы направленности преобразователя и толщины контролируемого сварного соединения, при этом шаг сканирования ДОЛЖЕН быть не более половины размера активного элемента ПЭП в направлении шага. …
- 9.5. Скорость сканирования при ручном УЗК НЕ ДОЛЖНА превышать 150 мм/с. …
- Количественная разница между уровнями чувствительности ДОЛЖНА быть регламентирована технологической документацией на контроль. …
- 9.7. При УЗК сварных соединений изделий, диаметр которых менее 800 мм, настройку зоны контроля следует проводить по искусственным отражателям, выполненным в НО, имеющим ту же толщину и радиус кривизны, что и контролируемое изделие. Допустимое отклонение по радиусу образца — не более 10% номинального значения. При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП ДОЛЖНЫ соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования. …
- Измеряемые характеристики, используемые для оценки качества конкретных соединений, ДОЛЖНЫ быть регламентированы технологической документацией на контроль. …
- 11.1. Результаты УЗК ДОЛЖНЫ быть отражены в рабочей, учетной и приемо-сдаточной документации, перечень и формы которой принимаются в установленном порядке. Документация ДОЛЖНА содержать сведения: …
- 11.2. Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (заключений, а также форма представления результатов контроля заказчику) ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. …
- 11.3. Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи ДОЛЖНЫ быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по Приложению Г. …
- ДОПУСКАЕТСЯ выполнять измерение условных размеров несплошностей при значениях относительного уровня измерений от 0,8 до 0,1, если это указано в технологической документации на УЗК. …
- 12.1. При проведении работ по ультразвуковому контролю продукции дефектоскопист ДОЛЖЕН руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Ростехнадзором. …
- 12.3. Уровни шума, создаваемого на рабочем месте дефектоскописта, НЕ ДОЛЖНЫ превышать допустимых по ГОСТ 12.1.003. …
- 12.2. При выполнении контроля ДОЛЖНЫ соблюдаться требования [1] и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке. …
- 12.4. При организации работ по контролю ДОЛЖНЫ соблюдаться требования пожарной безопасности по ГОСТ 12.1.004. …
- А.3. При контроле соединений из металлов, отличающихся по акустическим характеристикам от углеродистой и низколегированной сталей (по скорости распространения продольной волны более чем на 5%), для определения угла ввода луча, угла раскрытия основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности ДОЛЖЕН применяться НО СО-2А, выполненный из контролируемого материала. …
- Б.1. НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя ДОЛЖНА соответствовать требованиям технологической документации. …
- Для сокращенной записи ДОЛЖНЫ применяться следующие обозначения: …
Данный сборник НТД предназначен исключительно для ознакомления, без целей коммерческого использования. Собранные здесь тексты документов могут устареть, оказаться замененными новыми или быть отменены.
За официальными документами обращайтесь на официальные сайты соответствующих организаций или в официальные издания. Наша организация и администрация сайта не несут ответственности за возможный вред и/или убытки, возникшие или полученные в связи с использованием документации.
Текст ГОСТ Р 55724-2013 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 55724-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ
Методы ультразвуковые
Non-destructive testing. Welded joints. Ultrasonic methods
ОКС 19.100
Дата введения 2015-07-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным предприятием «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта» (НИИ мостов), Государственным научным центром РФ «Открытое акционерное общество «Научно-производственное объединение «Центральный научно-исследовательский институт технологии машиностроения» (ОАО НПО «ЦНИИТМАШ»), Федеральным государственным автономным учреждением «Научно-учебный центр «Сварка и контроль» при Московском государственном техническом университете им.Н.Э.Баумана»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 «Неразрушающий контроль»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1410-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.001 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 18353* Контроль неразрушающий. Классификация видов и методов
________________
* Утратил силу. Действует ГОСТ Р 56542-2015.
ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ Р 55725 Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования
ГОСТ Р 55808 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
|
3.1.1 А-развертка: Форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат — амплитуду. [ГОСТ Р ИСО 5577-2009, пункт 2.13.1] |
|
3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне. [ГОСТ 23829-85, статья 57] |
|
3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя. [ГОСТ 23829-85, статья 69] |
|
3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода. [ГОСТ Р ИСО 5577-2009, пункт 2.7.5] |
|
3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467-79, статья 38] |
|
3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения. [ГОСТ 23829-85, статья 75] |
|
3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны. [ГОСТ 23829-85, статья 73] |
|
3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля). [ГОСТ 20911-89, статья 14] |
|
3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля. [ГОСТ Р ИСО 5577-2009, пункт 2.7.1] |
|
3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей. [ГОСТ Р ИСО 5577-2009, пункт 2.6.2] |
|
3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора. [ГОСТ Р ИСО 5577-2009, пункт 2.7.3] |
|
3.1.12 несплошность: Нарушение однородности материала. [ГОСТ Р ИСО 5577, пункт 2.1.12] |
|
3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска. [ГОСТ Р ИСО 5577-2009, пункт 2.7.2] |
|
3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн. [ГОСТ Р ИСО 5577-2009, пункт 2.5.21] |
|
3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани. [ГОСТ 23829-85, статья 59] |
|
3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью. [ГОСТ 23829-85, статья 58] |
|
3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны. [ГОСТ 23829-85, статья 74] |
|
3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь: Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот. [ГОСТ Р ИСО 5577-2009, пункт 2.5.9] |
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект».
3.1.21 дифракционный способ: Способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
3.1.25 погрешность глубиномера: Погрешность измерения известного расстояния до отражателя.
3.1.26 поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при поиске несплошностей.
3.1.27 предельная чувствительность контроля эхо-методом: Чувствительность, характеризуемая минимальной эквивалентной площадью (в мм) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
3.1.28 угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
3.1.29 условный размер (протяженность, ширина, высота) дефекта: Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.1.30 условное расстояние между несплошностями: Минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности.
3.1.31 условная чувствительность контроля эхо-методом: Чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа.
3.1.32 шаг сканирования: Расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
3.1.34 эквивалентная чувствительность: Чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа A.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
И — излучатель;
П — приемник;
— условная высота дефекта;
— условная протяженность дефекта;
— условное расстояние между дефектами;
— условная ширина дефекта;
— чувствительность предельная;
— шаг поперечного сканирования;
— шаг продольного сканирования.
4.2 В настоящем стандарте применены следующие сокращения:
БЦО — боковое цилиндрическое отверстие;
НО — настроечный образец;
ПЭП — пьезоэлектрический преобразователь;
УЗ — ультразвук (ультразвуковой);
УЗК — ультразвуковой контроль;
ЭМАП — электромагнитоакустический преобразователь.
5 Общие положения
5.1 При УЗК сварных соединений применяют методы отраженного излучения и прошедшего излучения по ГОСТ 18353, а также их сочетания, реализуемые способами (вариантами методов), схемами прозвучивания, регламентированными настоящим стандартом.
5.2 При УЗК сварных соединений используют следующие типы УЗ волн: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
5.3 Для УЗК сварных соединений используют следующие средства контроля:
— УЗ импульсный дефектоскоп или аппаратно-программный комплекс (далее — дефектоскоп);
— преобразователи (ПЭП, ЭМАП) по ГОСТ Р 55725 или нестандартизированные преобразователи (в том числе — многоэлементные), аттестованные (калиброванные) с учетом требований ГОСТ Р 55725;
— меры и/или НО для настройки и проверки параметров дефектоскопа.
Дополнительно могут быть использованы вспомогательные приспособления и устройства для соблюдения параметров сканирования, измерения характеристик выявленных дефектов, оценки шероховатости и др.
5.4 Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, должны обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте.
5.5 Средства измерений (дефектоскопы с преобразователями, меры и др.), используемые для УЗК сварных соединений, подлежат метрологическому обеспечению (контролю) в соответствии с действующим законодательством.
5.6 Технологическая документация на УЗК сварных соединений должна регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК.
6 Способы контроля, схемы прозвучивания и способы сканирования сварных соединений
6.1 Способы контроля
При УЗК сварных соединений применяют следующие способы (варианты методов) контроля: эхо-импульсный, зеркально-теневой, эхо-теневой, эхо-зеркальный, дифракционный, дельта (рисунки 1-6).
Допускается применение других способов УЗК сварных соединений, достоверность которых подтверждена теоретически и экспериментально
Способы УЗК реализуют с помощью преобразователей, включенных по совмещенной или раздельной схемам.
|
|
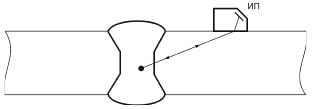
Рисунок 1 — Эхо-импульсный
|
|
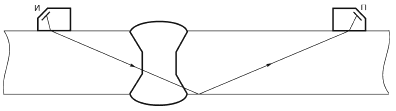
Рисунок 2 — Зеркально-теневой
|
|
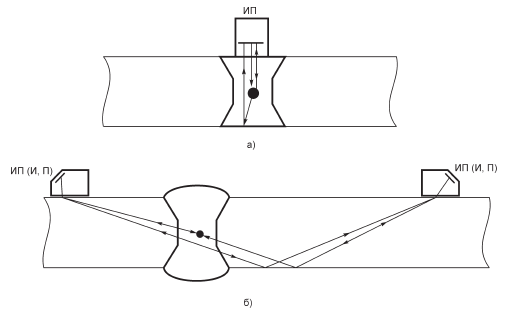
Рисунок 3 — Эхо-теневой прямым (а) и наклонными (б) ПЭП
|
|
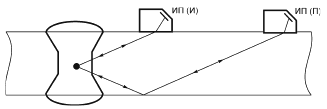
Рисунок 4 — Эхо-зеркальный
|
|
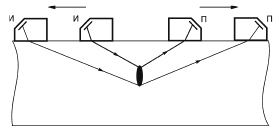
Рисунок 5 — Дифракционный
|
|
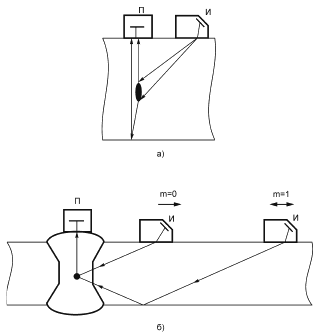
Рисунок 6 — Варианты дельта-метода
6.2 Схемы прозвучивания различных типов сварных соединений
6.2.1 УЗК стыковых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым, однократно-отраженным, двукратно-отраженным лучами (рисунки 7-9).
Допускается применять другие схемы прозвучивания, приведенные в технологической документации на контроль.
|
|
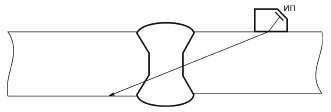
Рисунок 7 — Схема прозвучивания стыкового сварного соединения прямым лучом
|
|
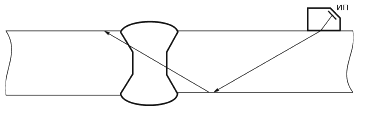
Рисунок 8 — Схема прозвучивания стыкового сварного соединения однократно-отраженным лучом
|
|
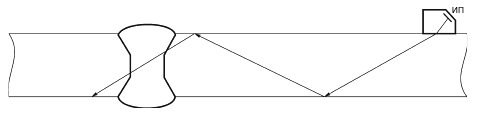
Рисунок 9 — Схема прозвучивания стыкового сварного соединения двукратно-отраженным лучом
6.2.2 УЗК тавровых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 10-12).
Примечание — На рисунках символом ![]() обозначено направление прозвучивания наклонным ПЭП «от наблюдателя». При данных схемах аналогично выполняют прозвучивание и в направлении «к наблюдателю».
обозначено направление прозвучивания наклонным ПЭП «от наблюдателя». При данных схемах аналогично выполняют прозвучивание и в направлении «к наблюдателю».
Допускается применять другие схемы, приведенные в технологической документации на контроль.
|
|
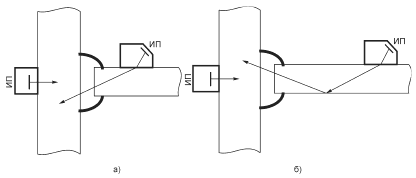
Рисунок 10 — Схемы прозвучивания таврового сварного соединения прямым (а) и однократно-отраженным (б) лучами
|
|
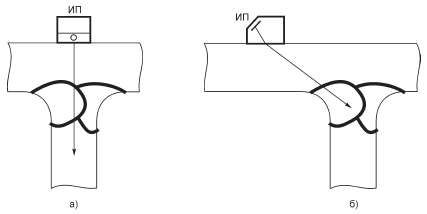
Рисунок 11 — Схемы прозвучивания таврового сварного соединения прямым лучом
|
|
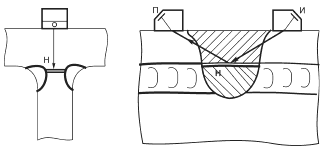
Рисунок 12 — Схема прозвучивания таврового сварного соединения наклонными преобразователями по раздельной схеме (Н-непровар)
6.2.3 УЗК угловых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 13-15).
Допускается применять другие схемы, приведенные в технологической документации на контроль.
|
|
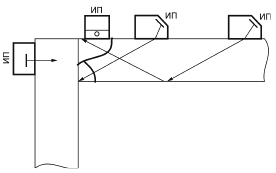
Рисунок 13 — Схема прозвучивания углового сварного соединения совмещенными наклонными и прямым преобразователями
|
|
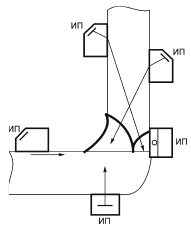
Рисунок 14 — Схема прозвучивания углового сварного соединения при двустороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
|
|
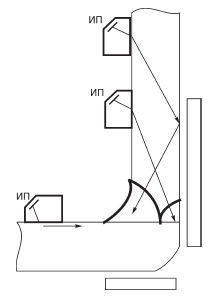
Рисунок 15 — Схема прозвучивания углового сварного соединения при одностороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
6.2.4 УЗК нахлесточных сварных соединений выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 16.
|
|
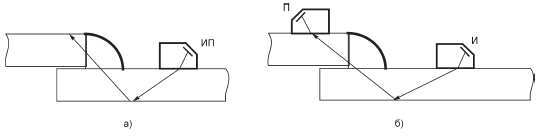
Рисунок 16 — Схема прозвучивания нахлесточного сварного соединения по совмещенной (а) или раздельной (б) схемам
6.2.5 УЗК сварных соединений с целью выявления поперечных трещин (в том числе, в соединениях со снятым валиком шва), выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунках 13, 14, 17.
|
|
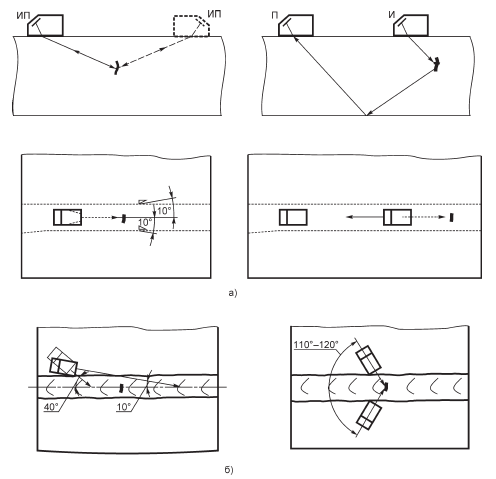
Рисунок 17 — Схема прозвучивания стыковых сварных соединений при контроле для поиска поперечных трещин: а) — со снятым валиком шва; б) — с неудаленным валиком шва
6.2.6 УЗК сварных соединений с целью выявления несплошностей, залегающих вблизи поверхности, по которой производится сканирование, выполняют продольными подповерхностными (головными) волнами или поверхностными волнами (например, рисунки 14, 15).
6.2.7 УЗК стыковых сварных соединений в местах пересечений швов выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 18.
|
|
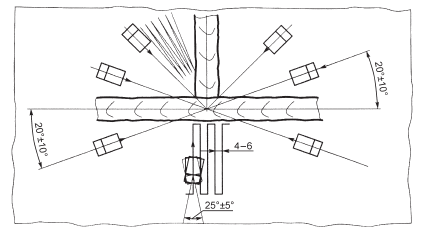
Рисунок 18 — Схемы прозвучивания мест пересечений стыковых сварных соединений
6.3 Способы сканирования
6.3.1 Сканирование сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянных или изменяющихся углах ввода и разворота луча. Способ сканирования, направление прозвучивания, поверхности, с которых ведется прозвучивание, должны быть установлены с учетом назначения и контролепригодности соединения в технологической документации на контроль.
6.3.2 При УЗК сварных соединений применяют способы поперечно-продольного (рисунок 19) или продольно-поперечного (рисунок 20) сканирования. Допускается также применять способ сканирования качающимся лучом (рисунок 21).
|
|
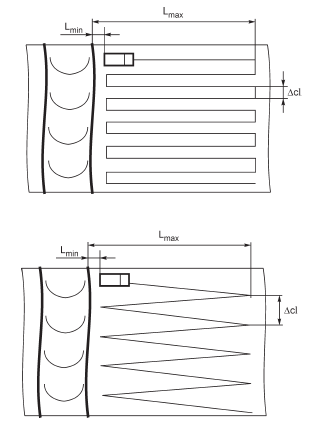
Рисунок 19 — Варианты способа поперечно-продольного сканирования
|
|
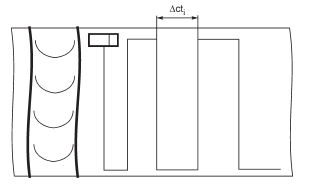
Рисунок 20 — Способ поперечно-продольного сканирования
|
|
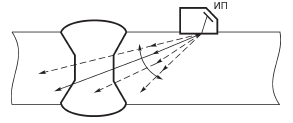
Рисунок 21 — Способ сканирования качающимся лучом
7 Требования к средствам контроля
7.1 Дефектоскопы, используемые для УЗК сварных соединений, должны обеспечивать регулировку усиления (ослабления) амплитуд сигналов, измерение отношения амплитуд сигналов во всем диапазоне регулировки усиления (ослабления), измерение расстояния, пройденного ультразвуковым импульсом в объекте контроля до отражающей поверхности, и координат расположения отражающей поверхности относительно точки выхода луча.
7.2 Преобразователи, используемые совместно с дефектоскопами для УЗК сварных соединений, должны обеспечивать:
— отклонение рабочей частоты УЗ колебаний, излучаемых преобразователями, от номинального значения — не более 20% (для частот не более 1,25 МГц), не более 10% (для частот свыше 1,25 МГц);
— отклонение угла ввода луча от номинального значения — не более ±2°;
— отклонение точки выхода луча от положения соответствующей метки на преобразователе — не более ±1 мм.
Форма и размеры преобразователя, значения стрелы наклонного преобразователя и среднего пути УЗ в призме (протекторе) должны соответствовать требованиям технологической документации на контроль.
7.3 Меры и настроечные образцы
7.3.1 При УЗК сварных соединений применяют меры и/или НО, области применения и условия поверки (калибровки) которых указаны в технологической документации на УЗК.
7.3.2 Меры (калибровочные образцы), используемые при УЗК сварных соединений, должны иметь метрологические характеристики, обеспечивающие повторяемость и воспроизводимость измерений амплитуд эхо-сигналов и временных интервалов между эхо-сигналами, по которым выполняется настройка и проверка основных параметров УЗК, регламентированных технологической документацией на УЗК.
В качестве мер для настройки и проверки основных параметров УЗК преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более можно использовать образцы СО-2, СО-3, или СО-3Р по ГОСТ 18576, требования к которым приведены в приложении A.
7.3.3 НО, используемые при УЗК сварных соединений, должны обеспечивать возможность настройки временных интервалов и значений чувствительности, заданных в технологической документации на УЗК, и иметь паспорт, содержащий значения геометрических параметров и соотношения амплитуд эхо-сигналов от отражателей в НО и мерах, а также идентификационные данные мер, использованных при аттестации.
В качестве НО для настройки и проверки основных параметров УЗК используют образцы с плоскодонными отражателями, а также образцы с БЦО, сегментными или угловыми отражателями.
Допускается также использовать в качестве НО калибровочные образцы V1 по ISO 2400:2012, V2 по ISO 7963:2006 (приложение Б) или их модификации, а также образцы, изготовленные из объектов контроля, с конструктивными отражателями или альтернативными отражателями произвольной формы.
8 Подготовка к контролю
8.1 Сварное соединение подготавливают к УЗК при отсутствии в соединении наружных дефектов. Форма и размеры околошовной зоны должны позволять перемещать преобразователь в пределах, обусловленных степенью контролепригодности соединения (приложение В).
8.2 Поверхность соединения, по которой перемещают преобразователь, не должна иметь вмятин и неровностей, с поверхности должны быть удалены брызги металла, отслаивающиеся окалина и краска, загрязнения.
При механической обработке соединения, предусмотренной технологическим процессом на изготовление сварной конструкции, шероховатость поверхности должна быть не хуже 40 мкм по ГОСТ 2789.
Требования к подготовке поверхности, допустимой шероховатости и волнистости, способам их измерения (при необходимости), а также наличию неотслаивающейся окалины, краски и загрязнений поверхности объекта контроля указывают в технологической документации на контроль.
8.3 Неразрушающий контроль околошовной зоны основного металла на отсутствие расслоений, препятствующих проведению УЗК наклонным преобразователем, выполняют в соответствии с требованиями технологической документации.
8.4 Сварное соединение следует маркировать и разделять на участки так, чтобы однозначно устанавливать место расположения дефекта по длине шва.
8.5 Трубы и резервуары перед контролем отраженным лучом должны быть освобождены от жидкости.
Допускается контролировать трубы, резервуары, корпуса кораблей с жидкостью под донной поверхностью по методикам, регламентированным технологической документацией на контроль.
8.6 Основные параметры контроля:
а) частота ультразвуковых колебаний;
б) чувствительность;
в) положение точки выхода луча (стрела) преобразователя;
г) угол ввода луча в металл;
д) погрешность измерения координат или погрешность глубиномера;
е) мертвая зона;
ж) разрешающая способность;
и) угол раскрытия диаграммы направленности в плоскости падения волны;
к) шаг сканирования.
8.7 Частоту ультразвуковых колебаний следует измерять как эффективную частоту эхо-импульса по ГОСТ Р 55808.
8.8 Основные параметры по перечислениям б)-и) 8.6 следует настраивать (проверять) по мерам или НО.
8.8.1 Условную чувствительность при эхо-импульсном УЗК следует настраивать по мерам СО-2 или СО-3Р в децибелах.
Условную чувствительность при зеркально-теневом УЗК следует настраивать на бездефектном участке сварного соединения или на НО в соответствии с ГОСТ 18576.
8.8.2 Предельную чувствительность при эхо-импульсном УЗК следует настраивать по площади плоскодонного отражателя в НО или по АРД, SKH — диаграммам.
Допускается вместо НО с плоскодонным отражателем применять НО с сегментными, угловыми отражателями, БЦО или другими отражателями. Способ настройки предельной чувствительности по таким образцам должен быть регламентирован в технологической документации на УЗК. При этом для НО с сегментным отражателем
![]() ,
,
где — площадь сегментного отражателя;
а для НО с угловым отражателем
![]() ,
,
где — площадь углового отражателя;
— коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов приведены на рисунке 22.
При применении АРД, SKH-диаграмм в качестве опорного сигнала используют эхо-сигналы от отражателей в мерах СО-2, СО-3, а также от донной поверхности или двугранного угла в контролируемом изделии или в НО.
|
|
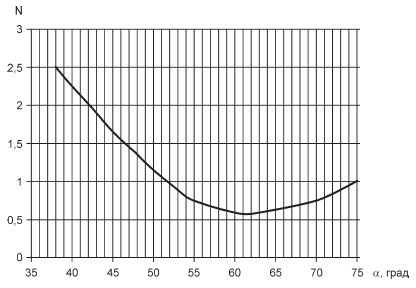
Рисунок 22 — График определения поправки к предельной чувствительности при использовании углового отражателя
8.8.3 Эквивалентную чувствительность при эхо-импульсном УЗК следует настраивать по НО с учетом требований 7.3.3.
8.8.4 При настройке чувствительности следует вводить поправку, учитывающую различие состояния поверхностей меры или НО и контролируемого соединения (шероховатость, наличие покрытий, кривизна). Способы определения поправок должны быть указаны в технологической документации на контроль.
8.8.5 Угол ввода луча следует измерять по мерам или НО при температуре окружающего воздуха, соответствующей температуре контроля.
Угол ввода луча при контроле сварных соединений толщиной более 100 мм определяют в соответствии с технологической документацией на контроль.
8.8.6 Погрешность измерения координат или погрешность глубиномера, мертвую зону, угол раскрытия диаграммы направленности в плоскости падения волны следует измерять по мерам СО-2, СО-3Р или НО.
9 Проведение контроля
9.1 Прозвучивание сварного соединения выполняют по схемам и способам, приведенным в разделе 6.
9.2 Акустический контакт ПЭП с контролируемым металлом следует создавать контактным, или иммерсионным, или щелевым способами ввода УЗ колебаний.
9.3 Шаги сканирования ,
определяют с учетом заданного превышения поискового уровня чувствительности над контрольным уровнем чувствительности, диаграммы направленности преобразователя и толщины контролируемого сварного соединения, при этом шаг сканирования должен быть не более половины размера активного элемента ПЭП в направлении шага.
9.4 При проведении УЗК используют следующие уровни чувствительности: опорный уровень; контрольный уровень; браковочный уровень; поисковый уровень.
Количественная разница между уровнями чувствительности должна быть регламентирована технологической документацией на контроль.
9.5 Скорость сканирования при ручном УЗК не должна превышать 150 мм/с.
9.6 Для обнаружения дефектов, расположенных у торцов соединения, следует дополнительно прозвучивать зону у каждого торца, постепенно поворачивая преобразователь в сторону торца на угол до 45°.
9.7 При УЗК сварных соединений изделий, диаметр которых менее 800 мм, настройку зоны контроля следует проводить по искусственным отражателям, выполненным в НО, имеющим ту же толщину и радиус кривизны, что и контролируемое изделие. Допустимое отклонение по радиусу образца — не более 10% номинального значения. При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП должны соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования.
Обработку (притирку) ПЭП необходимо производить в приспособлении, исключающем перекос ПЭП относительно нормали к поверхности ввода.
Особенности настройки основных параметров и проведения контроля изделий цилиндрической формы указывают в технологической документации на УЗК.
9.8 Этап сканирования при механизированном или автоматизированном УЗК с помощью специальных устройств сканирования следует выполнять с учетом рекомендаций Руководств по эксплуатации оборудования.
10 Измерение характеристик дефектов и оценка качества
10.1 Основными измеряемыми характеристиками выявленной несплошности являются:
— соотношение амплитудной и/или временной характеристики принятого сигнала и соответствующей характеристики опорного сигнала;
— эквивалентная площадь несплошности;
— координаты несплошности в сварном соединении;
— условные размеры несплошности;
— условное расстояние между несплошностями;
— количество несплошностей на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны быть регламентированы технологической документацией на контроль.
10.2 Эквивалентную площадь определяют по максимальной амплитуде эхо-сигнала от несплошности путем сравнения ее с амплитудой эхо-сигнала от отражателя в НО или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20%.
10.3 В качестве условных размеров выявленной несплошности могут быть использованы: условная протяженность ; условная ширина
; условная высота
(рисунок 23).
Условную протяженность измеряют длиной зоны между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к оси шва.
Условную ширину измеряют длиной зоны между крайними положениями преобразователя, перемещаемого в плоскости падения луча.
Условную высоту определяют как разность измеренных значений глубины расположения несплошности в крайних положениях преобразователя, перемещаемого в плоскости падения луча.
10.4 При измерении условных размеров ,
,
за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала от выявляемой несплошности или составляет 0,5 от максимального значения (относительный уровень измерений — 0,5), или соответствует заданному уровню чувствительности.
Допускается выполнять измерение условных размеров несплошностей при значениях относительного уровня измерений от 0,8 до 0,1, если это указано в технологической документации на УЗК.
Условную ширину и условную высоту
протяженной несплошности измеряют в сечении соединения, где эхо-сигнал от несплошности имеет наибольшую амплитуду, а также в сечениях, расположенных на расстояниях, указанных в технологической документации на контроль.
|
|
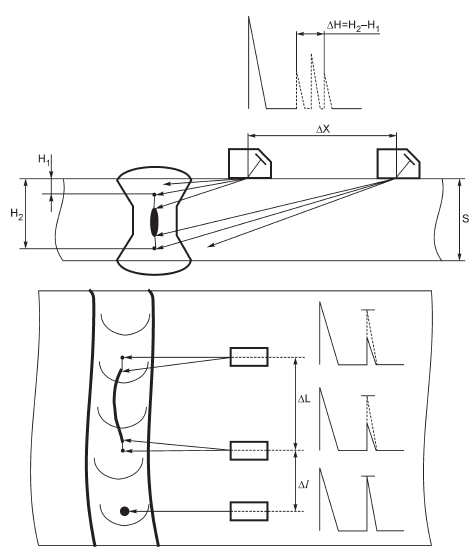
Рисунок 23 — Измерение условных размеров дефектов
10.5 Условное расстояние между несплошностями измеряют по расстоянию между крайними положениями преобразователя. При этом крайние положения задаются в зависимости от протяженности несплошностей:
— для компактной несплошности (![]() , где
, где — условная протяженность ненаправленного отражателя, залегающего на той же глубине, что и несплошность) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала максимальна;
— для протяженной несплошности (![]() ) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала соответствует заданному уровню чувствительности.
) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала соответствует заданному уровню чувствительности.
10.6 Не соответствуют требованиям УЗК сварные соединения, в которых измеренное значение хотя бы одной характеристики выявленного дефекта больше браковочного значения этой характеристики, заданного в технологической документации.
11 Оформление результатов контроля
11.1 Результаты УЗК должны быть отражены в рабочей, учетной и приемо-сдаточной документации, перечень и формы которой принимаются в установленном порядке. Документация должна содержать сведения:
— о типе контролируемого соединения, индексах, присвоенных изделию и сварному соединению, расположении и длине участка, подлежащего УЗК;
— технологической документации, в соответствии с которой выполняется УЗК и оцениваются его результаты;
— дате контроля;
— идентификационных данных дефектоскописта;
— типе и заводском номере дефектоскопа, преобразователей, мер, НО;
— непроконтролированных или неполностью проконтролированных участках, подлежащих УЗК;
— результатах УЗК.
11.2 Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (заключений, а также форма представления результатов контроля заказчику) должны быть регламентированы технологической документацией на УЗК.
11.3 Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи должны быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по приложению Г.
12 Требования безопасности
12.1 При проведении работ по ультразвуковому контролю продукции дефектоскопист должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Ростехнадзором.
12.2 При выполнении контроля должны соблюдаться требования [1] и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
12.3 Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003.
12.4 При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004.
Приложение А
(обязательное)
Меры СО-2, СО-3, СО-3Р для проверки (настройки) основных параметров ультразвукового контроля
А.1 Меры СО-2 (рисунок А.1), СО-3 (рисунок А.2), СО-3Р по ГОСТ 18576 (рисунок А.3) следует изготавливать из стали марки 20 и применять для измерения (настройки) и проверки основных параметров аппаратуры и контроля преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более.
|
|
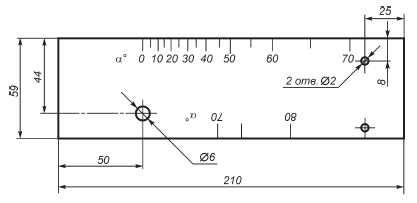
Рисунок А.1 — Эскиз меры СО-2
|
|
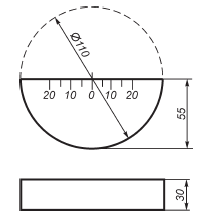
Рисунок А.2 — Эскиз меры СО-3
|
|
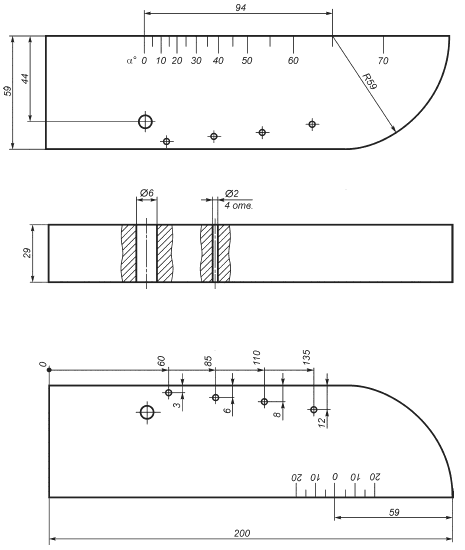
Рисунок А.3 — Эскиз меры СО-3Р
А.2 Меру СО-2 следует применять для настройки условной чувствительности, а также для проверки мертвой зоны, погрешности глубиномера, угла ввода луча, угла раскрытия основного лепестка диаграммы направленности в плоскости падения и определения предельной чувствительности при контроле соединений из сталей.
А.3 При контроле соединений из металлов, отличающихся по акустическим характеристикам от углеродистой и низколегированной сталей (по скорости распространения продольной волны более чем на 5%) для определения угла ввода луча, угла раскрытия основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности должен применяться НО СО-2А, выполненный из контролируемого материала.
А.4 Меру СО-3 следует применять для определения точки выхода луча и стрелы преобразователя.
А.5 Меру СО-3Р следует применять для определения и настройки основных параметров, перечисленных в 8.8 для мер СО-2 и СО-3.
Приложение Б
(справочное)
Настроечные образцы для проверки (настройки) основных параметров ультразвукового контроля
Б.1 НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя должна соответствовать требованиям технологической документации.
|
|
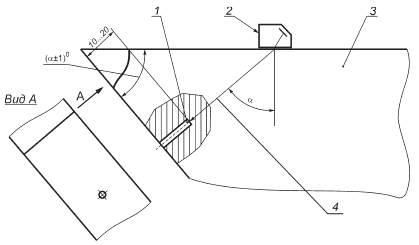
1 — дно отверстия; 2 — преобразователь; 3 — блок из контролируемого металла; 4 — акустическая ось
Рисунок Б.1 — Эскиз НО с плоскодонным отражателем
Б.2 НО V1 по ISO 2400:2012 представляет собой металлический блок (рисунок Б.1) из углеродистой стали, в который запрессован цилиндр диаметром 50 мм, изготовленный из оргстекла.
НО V1 применяют для настройки параметров развертки дефектоскопа и глубиномера, настройки уровней чувствительности, а также для оценки мертвой зоны, разрешающей способности, определения точки выхода луча, стрелы и угла ввода преобразователя.
Б.3 НО V2 по ISO 7963:2006 изготавливают из углеродистой стали (рисунок Б.2) и применяют для настройки глубиномера, настройки уровней чувствительности, определения точки выхода луча, стрелы и угла ввода преобразователя.
|
|
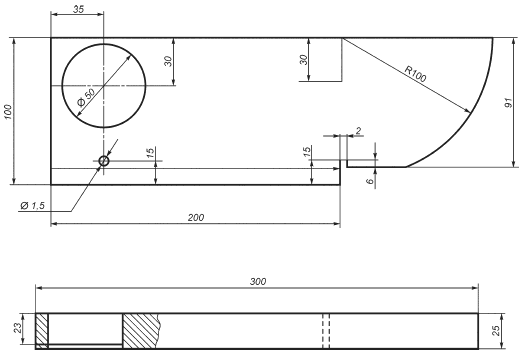
Рисунок Б.2 — Эскиз НО V1
|
|
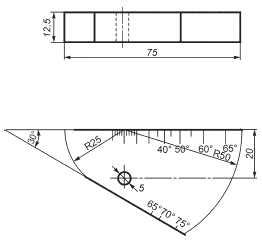
Рисунок Б.3 — Эскиз НО V2
Приложение В
(рекомендуемое)
Степени контролепригодности сварных соединений
Для швов сварных соединений устанавливаются следующие степени контролепригодности в порядке ее снижения:
1 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения как минимум с двух направлений, в зависимости от требований технологической документации;
2 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения с одного направления;
3 — имеются элементы контролируемого сечения, которые при регламентированной схеме прозвучивания акустическая ось диаграммы направленности не пересекает ни по одному из направлений. При этом площадь непрозвучиваемых участков не превышает 20% общей площади контролируемого сечения и они находятся только в подповерхностной части сварного соединения.
Направления считаются разными, если угол между акустическими осями — не менее 15°.
Любая степень контролепригодности, кроме 1, устанавливается в технологической документации на контроль.
Приложение Г
(рекомендуемое)
Сокращенное описание результатов контроля
При сокращенном описании результатов контроля следует каждый дефект или группу дефектов указывать отдельно и обозначать буквой:
— буквой, определяющей качественно оценку допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала — А или Д) и условной протяженности (Б);
— буквой, определяющей качественно условную протяженность дефекта, если она измерена в соответствии с 10.3 (Г или Е);
— буквой, определяющей конфигурацию (объемный — Ш, плоскостной — П) дефекта, если она установлена;
— цифрой, определяющей эквивалентную площадь выявленного дефекта, мм, если она измерялась;
— цифрой, определяющей наибольшую глубину залегания дефекта, мм;
— цифрой, определяющей условную протяженность дефекта, мм;
— цифрой, определяющей условную ширину дефекта, мм;
— цифрой, определяющей условную высоту дефекта, мм или мкс*.
________________
* Текст документа соответствует оригиналу. — .
Для сокращенной записи должны применяться следующие обозначения:
А — дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д — дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б — дефект, условная протяженность которого превышает допустимое значение;
Г — дефект, условная протяженность которого ![]() ;
;
Е — дефект, условная протяженность которого ![]() ;
;
В — группа дефектов, отстоящих друг от друга на расстояниях ![]() ;
;
Т — дефект, который при расположении преобразователя под углом менее 40° к оси шва вызывает появление эхо-сигнала, превышающего амплитуду эхо-сигнала при расположении преобразователя перпендикулярно к оси шва, на величину, указанную в технической документации на контроль, утвержденной в установленном порядке.
Условную протяженность для дефектов типов Г и Т не указывают.
В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом.
Библиография
|
[1] |
СанПиН 2282-80* |
Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих (Минздрав СССР) |
_________________
* Заменены на СанПиН 2.2.4/2.1.8.582-96.
|
УДК 621.791.053:620.169.16:006.354 |
ОКС 19.100 |
|
Ключевые слова: контроль неразрушающий, швы сварные, методы ультразвуковые |
Электронный текст документа
и сверен по:
, 2019
-
gost-r-55724-2013.pdf
(1.00 MiB)ГОСТ Р 55724-2013
ГОСТ Р 55724−2013 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 55724−2013
Группа В09
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ
Методы ультразвуковые
Non-destructive testing. Welded joints. Ultrasonic methods
ОКС 19.100
Дата введения 2015−07−01
Предисловие
1 РАЗРАБОТАН Федеральным государственным предприятием «Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта» (НИИ мостов), Государственным научным центром Р. Ф. Открытое акционерное общество Научно-производственное объединение «Центральный научно-исследовательский институт технологии машиностроения» (ОАО НПО «ЦНИИТМАШ»), Федеральным государственным автономным учреждением «Научно-учебный центр «Сварка и контроль» при Московском государственном техническом университете им. Н.Э.Баумана»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 «Неразрушающий контроль»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1410-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0−2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.001−89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003−83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004−91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003−91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002−75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789−73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 15467−79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 18353−79 Контроль неразрушающий. Классификация видов и методов
ГОСТ 18576−96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ 20911−89 Техническая диагностика. Термины и определения
ГОСТ 23829−85 Контроль неразрушающий акустический. Термины и определения
ГОСТ Р ИСО 5577−2009 Контроль неразрушающий. Ультразвуковой контроль. Словарь
ГОСТ Р 55725−2013 Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования
ГОСТ Р 55808−2013 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены следующие термины:
| 3.1.1 А-развертка: форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат — амплитуду.
[ГОСТ Р ИСО 5577−2009, пункт 2.13.1] |
| 3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
[ГОСТ 23829−85, статья 57] |
| 3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
[ГОСТ 23829−85, статья 69] |
| 3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода.
[ГОСТ Р ИСО 5577−2009, пункт 2.7.5] |
| 3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям.
[ГОСТ 15467−79, статья 38] |
| 3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения.
[ГОСТ 23829−85, статья 75] |
| 3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны.
[ГОСТ 23829−85, статья 73] |
| 3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
[ГОСТ 20911−89, статья 14] |
| 3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля.
[ГОСТ Р ИСО 5577−2009, пункт 2.7.1] |
| 3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей.
[ГОСТ Р ИСО 5577−2009, пункт 2.6.2] |
| 3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора.
[ГОСТ Р ИСО 5577−2009, пункт 2.7.3] |
| 3.1.12 несплошность: Нарушение однородности материала.
[ГОСТ Р ИСО 5577, пункт 2.1.12] |
| 3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска.
[ГОСТ Р ИСО 5577−2009, пункт 2.7.2] |
| 3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн.
[ГОСТ Р ИСО 5577−2009, пункт 2.5.21] |
| 3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани.
[ГОСТ 23829−85, статья 59] |
| 3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью.
[ГОСТ 23829−85, статья 58] |
| 3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны.
[ГОСТ 23829−85, статья 74] |
| 3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь:Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот.
[ГОСТ Р ИСО 5577−2009, пункт 2.5.9] |
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу «дефект».
3.1.21 дифракционный способ: способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
3.1.25 погрешность глубиномера: Погрешность измерения известного расстояния до отражателя.
3.1.26 поисковый уровень чувствительности: Уровень чувствительности, устанавливаемый при поиске несплошностей.
3.1.27 предельная чувствительность контроля эхо-методом: Чувствительность, характеризуемая минимальной эквивалентной площадью (в мм ) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
3.1.28 угол ввода: Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода луча при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая.
3.1.29 условный размер (протяженность, ширина, высота) дефекта: Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.1.30 условное расстояние между несплошностями: Минимальное расстояние между положениями преобразователя, при которых амплитуды эхо-сигналов от несплошностей фиксируются при заданном уровне чувствительности.
3.1.31 условная чувствительность контроля эхо-методом: Чувствительность, которую определяют по мере СО-2 (или СО-3Р) и выражают разностью в децибелах между показанием аттенюатора (калиброванного усилителя) при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению (усилению), при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа.
3.1.32 шаг сканирования: Расстояние между соседними траекториями перемещения точки выхода луча преобразователя на поверхности контролируемого объекта.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
3.1.34 эквивалентная чувствительность: Чувствительность, выражаемая разностью в децибелах между значением усиления при данной настройке дефектоскопа и значением усиления, при котором амплитуда эхо-сигнала от эталонного отражателя достигает заданного значения по оси ординат развертки типа A.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
4.1.1 излучатель; И.
4.1.2 приемник; П.
4.1.3 условная высота дефекта; .
4.1.4 условная протяженность дефекта; .
4.1.5 условное расстояние между дефектами; .
4.1.6 условная ширина дефекта; .
4.1.7 чувствительность предельная; .
4.1.8 шаг поперечного сканирования; .
4.1.9 шаг продольного сканирования; .
4.2 В настоящем стандарте применены следующие сокращения:
4.2.1 боковое цилиндрическое отверстие; БЦО.
4.2.2 настроечный образец; НО.
4.2.3 пьезоэлектрический преобразователь; ПЭП.
4.2.4 ультразвук (ультразвуковой); УЗ.
4.2.5 ультразвуковой контроль; УЗК.
4.2.6 электромагнитоакустический преобразователь; ЭМАП.
5 Общие положения
5.1 При УЗК сварных соединений применяют методы отраженного излучения и прошедшего излучения по ГОСТ 18353, а также их сочетания, реализуемые способами (вариантами методов), схемами прозвучивания, регламентированными настоящим стандартом.
5.2 При УЗК сварных соединений используют следующие типы УЗ волн: продольные, поперечные, поверхностные, продольные подповерхностные (головные).
5.3 Для УЗК сварных соединений используют следующие средства контроля:
— УЗ импульсный дефектоскоп или аппаратно-программный комплекс (далее — дефектоскоп);
— преобразователи (ПЭП, ЭМАП) по ГОСТ Р 55725 или нестандартизированные преобразователи (в том числе — многоэлементные), аттестованные (калиброванные) с учетом требований ГОСТ Р 55725;
— меры и/или, НО для настройки и проверки параметров дефектоскопа.
Дополнительно могут быть использованы вспомогательные приспособления и устройства для соблюдения параметров сканирования, измерения характеристик выявленных дефектов, оценки шероховатости и др.
5.4 Дефектоскопы с преобразователями, меры, НО, вспомогательные приспособления и устройства, используемые для УЗК сварных соединений, должны обеспечивать возможность реализации методов и способов УЗК из числа содержащихся в настоящем стандарте.
5.5 Средства измерений (дефектоскопы с преобразователями, меры и др.), используемые для УЗК сварных соединений, подлежат метрологическому обеспечению (контролю) в соответствии с действующим законодательством.
5.6 Технологическая документация на УЗК сварных соединений должна регламентировать: типы контролируемых сварных соединений и требования к их контролепригодности; требования к квалификации персонала, выполняющего УЗК и оценку качества; необходимость УЗК околошовной зоны, ее размеры, методику контроля и требования к качеству; зоны контроля, типы и характеристики дефектов, подлежащих выявлению; методы контроля, типы применяемых средств и вспомогательного оборудования для контроля; значения основных параметров контроля и методики их настройки; последовательность проведения операций; способы интерпретации и регистрации результатов; критерии оценки качества объектов по результатам УЗК.
6 Способы контроля, схемы прозвучивания и способы сканирования сварных соединений
6.1 Способы контроля
При УЗК сварных соединений применяют следующие способы (варианты методов) контроля: эхо-импульсный, зеркально-теневой, эхо-теневой, эхо-зеркальный, дифракционный, дельта (рисунки 1−6).
Рисунок 1 — Эхо-импульсный

Рисунок 1 — Эхо-импульсный
Рисунок 2 — Зеркально-теневой

Рисунок 2 — Зеркально-теневой
Рисунок 3 — Эхо-теневой прямым и наклонными ПЭП

а)
б)
Рисунок 3 — Эхо-теневой прямым (а) и наклонными (б) ПЭП
Рисунок 4 — Эхо-зеркальный

Рисунок 4 — Эхо-зеркальный
Рисунок 5 — Дифракционный

Рисунок 5 — Дифракционный
Рисунок 6 — Варианты дельта-метода

а)

б)
Рисунок 6 — Варианты дельта-метода
Допускается применение других способов УЗК сварных соединений, достоверность которых подтверждена теоретически и экспериментально
Способы УЗК реализуют с помощью преобразователей, включенных по совмещенной или раздельной схемам.
6.2 Схемы прозвучивания различных типов сварных соединений
6.2.1 УЗК стыковых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым, однократно-отраженным, двукратно-отраженным лучами (рисунки 7−9).
Рисунок 7 — Схема прозвучивания стыкового сварного соединения прямым лучом

Рисунок 7 — Схема прозвучивания стыкового сварного соединения прямым лучом
Рисунок 8 — Схема прозвучивания стыкового сварного соединения однократно-отраженным лучом

Рисунок 8 — Схема прозвучивания стыкового сварного соединения однократно-отраженным лучом
Рисунок 9 — Схема прозвучивания стыкового сварного соединения двукратно-отраженным лучом
Рисунок 9 — Схема прозвучивания стыкового сварного соединения двукратно-отраженным лучом
Допускается применять другие схемы прозвучивания, приведенные в технологической документации на контроль.
6.2.2 УЗК тавровых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 10−12).
Примечание — На рисунках символом  обозначено направление прозвучивания наклонным ПЭП «от наблюдателя». При данных схемах аналогично выполняют прозвучивание и в направлении «к наблюдателю».
обозначено направление прозвучивания наклонным ПЭП «от наблюдателя». При данных схемах аналогично выполняют прозвучивание и в направлении «к наблюдателю».
Рисунок 10 — Схемы прозвучивания таврового сварного соединения прямым и однократно-отраженным лучами

а)

б)
Рисунок 10 — Схемы прозвучивания таврового сварного соединения прямым (а) и однократно-отраженным (б) лучами
Рисунок 11 — Схемы прозвучивания таврового сварного соединения прямым лучом

а)

б)
Рисунок 11 — Схемы прозвучивания таврового сварного соединения прямым лучом
Рисунок 12 — Схема прозвучивания таврового сварного соединения наклонными преобразователями по раздельной схеме (Н-непровар)

Рисунок 12 — Схема прозвучивания таврового сварного соединения наклонными преобразователями по раздельной схеме (Н-непровар)
Допускается применять другие схемы, приведенные в технологической документации на контроль.
6.2.3 УЗК угловых сварных соединений выполняют прямыми и наклонными преобразователями с использованием схем прозвучивания прямым и (или) однократно-отраженным лучами (рисунки 13−15).
Рисунок 13 — Схема прозвучивания углового сварного соединения совмещенными наклонными и прямым преобразователями

Рисунок 13 — Схема прозвучивания углового сварного соединения совмещенными наклонными и прямым преобразователями
Рисунок 14 — Схема прозвучивания углового сварного соединения при двустороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн

Рисунок 14 — Схема прозвучивания углового сварного соединения при двустороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
Рисунок 15 — Схема прозвучивания углового сварного соединения при одностороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн

Рисунок 15 — Схема прозвучивания углового сварного соединения при одностороннем доступе совмещенными наклонными и прямым преобразователями, преобразователями подповерхностных (головных) волн
Допускается применять другие схемы, приведенные в технологической документации на контроль.
6.2.4 УЗК нахлесточных сварных соединений выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 16.
Рисунок 16 — Схема прозвучивания нахлесточного сварного соединения по совмещенной или раздельной схемам

а)

б)
Рисунок 16 — Схема прозвучивания нахлесточного сварного соединения по совмещенной (а) или раздельной (б) схемам
6.2.5 УЗК сварных соединений с целью выявления поперечных трещин (в том числе, в соединениях со снятым валиком шва), выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунках 13, 14, 17.
Рисунок 17 — Схема прозвучивания стыковых сварных соединений при контроле для поиска поперечных трещин: со снятым валиком шва; с неудаленным валиком шва

а)

б)
Рисунок 17 — Схема прозвучивания стыковых сварных соединений при контроле для поиска поперечных трещин: а) — со снятым валиком шва; б) — с неудаленным валиком шва
6.2.6 УЗК сварных соединений с целью выявления несплошностей, залегающих вблизи поверхности, по которой производится сканирование, выполняют продольными подповерхностными (головными) волнами или поверхностными волнами (например, рисунки 14, 15).
6.2.7 УЗК стыковых сварных соединений в местах пересечений швов выполняют наклонными преобразователями с использованием схем прозвучивания, приведенных на рисунке 18.
Рисунок 18 — Схемы прозвучивания мест пересечений стыковых сварных соединений

Рисунок 18 — Схемы прозвучивания мест пересечений стыковых сварных соединений
6.3 Способы сканирования
6.3.1 Сканирование сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянных или изменяющихся углах ввода и разворота луча. Способ сканирования, направление прозвучивания, поверхности, с которых ведется прозвучивание, должны быть установлены с учетом назначения и контролепригодности соединения в технологической документации на контроль.
6.3.2 При УЗК сварных соединений применяют способы поперечно-продольного (рисунок 19) или продольно-поперечного (рисунок 20) сканирования. Допускается также применять способ сканирования качающимся лучом (рисунок 21).
Рисунок 19 — Варианты способа поперечно-продольного сканирования


Рисунок 19 — Варианты способа поперечно-продольного сканирования
Рисунок 20 — Способ поперечно-продольного сканирования

Рисунок 20 — Способ поперечно-продольного сканирования
Рисунок 21 — Способ сканирования качающимся лучом

Рисунок 21 — Способ сканирования качающимся лучом
7 Требования к средствам контроля
7.1 Дефектоскопы, используемые для УЗК сварных соединений, должны обеспечивать регулировку усиления (ослабления) амплитуд сигналов, измерение отношения амплитуд сигналов во всем диапазоне регулировки усиления (ослабления), измерение расстояния, пройденного ультразвуковым импульсом в объекте контроля до отражающей поверхности, и координат расположения отражающей поверхности относительно точки выхода луча.
7.2 Преобразователи, используемые совместно с дефектоскопами для УЗК сварных соединений, должны обеспечивать:
— отклонение рабочей частоты УЗ колебаний, излучаемых преобразователями, от номинального значения — не более 20% (для частот не более 1,25 МГц), не более 10% (для частот свыше 1,25 МГц);
— отклонение угла ввода луча от номинального значения — не более ±2°;
— отклонение точки выхода луча от положения соответствующей метки на преобразователе — не более ±1 мм.
Форма и размеры преобразователя, значения стрелы наклонного преобразователя и среднего пути УЗ в призме (протекторе) должны соответствовать требованиям технологической документации на контроль.
7.3 Меры и настроечные образцы
7.3.1 При УЗК сварных соединений применяют меры и/или НО, области применения и условия поверки (калибровки) которых указаны в технологической документации на УЗК.
7.3.2 Меры (калибровочные образцы), используемые при УЗК сварных соединений, должны иметь метрологические характеристики, обеспечивающие повторяемость и воспроизводимость измерений амплитуд эхо-сигналов и временных интервалов между эхо-сигналами, по которым выполняется настройка и проверка основных параметров УЗК, регламентированных технологической документацией на УЗК.
В качестве мер для настройки и проверки основных параметров УЗК преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более можно использовать образцы СО-2, СО-3, или СО-3Р по
ГОСТ 18576
, требования к которым приведены в приложении A.
7.3.3 НО, используемые при УЗК сварных соединений, должны обеспечивать возможность настройки временных интервалов и значений чувствительности, заданных в технологической документации на УЗК, и иметь паспорт, содержащий значения геометрических параметров и соотношения амплитуд эхо-сигналов от отражателей в, НО и мерах, а также идентификационные данные мер, использованных при аттестации.
В качестве, НО для настройки и проверки основных параметров УЗК используют образцы с плоскодонными отражателями, а также образцы с БЦО, сегментными или угловыми отражателями.
Допускается также использовать в качестве, НО калибровочные образцы V1 по ISO 2400:2012, V2 по ISO 7963:2006 (приложение Б) или их модификации, а также образцы, изготовленные из объектов контроля, с конструктивными отражателями или альтернативными отражателями произвольной формы.
8 Подготовка к контролю
8.1 Сварное соединение подготавливают к УЗК при отсутствии в соединении наружных дефектов. Форма и размеры околошовной зоны должны позволять перемещать преобразователь в пределах, обусловленных степенью контролепригодности соединения (приложение В).
8.2 Поверхность соединения, по которой перемещают преобразователь, не должна иметь вмятин и неровностей, с поверхности должны быть удалены брызги металла, отслаивающиеся окалина и краска, загрязнения.
При механической обработке соединения, предусмотренной технологическим процессом на изготовление сварной конструкции, шероховатость поверхности должна быть не хуже 40 мкм по
ГОСТ 2789
.
Требования к подготовке поверхности, допустимой шероховатости и волнистости, способам их измерения (при необходимости), а также наличию неотслаивающейся окалины, краски и загрязнений поверхности объекта контроля указывают в технологической документации на контроль.
8.3 Неразрушающий контроль околошовной зоны основного металла на отсутствие расслоений, препятствующих проведению УЗК наклонным преобразователем, выполняют в соответствии с требованиями технологической документации.
8.4 Сварное соединение следует маркировать и разделять на участки так, чтобы однозначно устанавливать место расположения дефекта по длине шва.
8.5 Трубы и резервуары перед контролем отраженным лучом должны быть освобождены от жидкости.
Допускается контролировать трубы, резервуары, корпуса кораблей с жидкостью под донной поверхностью по методикам, регламентированным технологической документацией на контроль.
8.6 Основные параметры контроля:
а) частота ультразвуковых колебаний;
б) чувствительность;
в) положение точки выхода луча (стрела) преобразователя;
г) угол ввода луча в металл;
д) погрешность измерения координат или погрешность глубиномера;
е) мертвая зона;
ж) разрешающая способность;
и) угол раскрытия диаграммы направленности в плоскости падения волны;
к) шаг сканирования.
8.7 Частоту ультразвуковых колебаний следует измерять как эффективную частоту эхо-импульса по ГОСТ Р 55808.
8.8 Основные параметры по перечислениям б)-и) 8.6 следует настраивать (проверять) по мерам или НО.
8.8.1 Условную чувствительность при эхо-импульсном УЗК следует настраивать по мерам СО-2 или СО-3Р в децибелах.
Условную чувствительность при зеркально-теневом УЗК следует настраивать на бездефектном участке сварного соединения или на, НО в соответствии с
ГОСТ 18576
.
8.8.2 Предельную чувствительность при эхо-импульсном УЗК следует настраивать по площади плоскодонного отражателя в, НО или по АРД, SKH — диаграммам.
Допускается вместо, НО с плоскодонным отражателем применять, НО с сегментными, угловыми отражателями, БЦО или другими отражателями. Способ настройки предельной чувствительности по таким образцам должен быть регламентирован в технологической документации на УЗК. При этом для, НО с сегментным отражателем
 ,
,
где — площадь сегментного отражателя;
а для, НО с угловым отражателем
 ,
,
где — площадь углового отражателя;
— коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов приведены на рисунке 22.
При применении АРД, SKH-диаграмм в качестве опорного сигнала используют эхо-сигналы от отражателей в мерах СО-2, СО-3, а также от донной поверхности или двугранного угла в контролируемом изделии или в НО.
Рисунок 22 — График определения поправки к предельной чувствительности при использовании углового отражателя

Рисунок 22 — График определения поправки к предельной чувствительности при использовании углового отражателя
8.8.3 Эквивалентную чувствительность при эхо-импульсном УЗК следует настраивать по, НО с учетом требований 7.3.3.
8.8.4 При настройке чувствительности следует вводить поправку, учитывающую различие состояния поверхностей меры или, НО и контролируемого соединения (шероховатость, наличие покрытий, кривизна). Способы определения поправок должны быть указаны в технологической документации на контроль.
8.8.5 Угол ввода луча следует измерять по мерам или, НО при температуре окружающего воздуха, соответствующей температуре контроля.
Угол ввода луча при контроле сварных соединений толщиной более 100 мм определяют в соответствии с технологической документацией на контроль.
8.8.6 Погрешность измерения координат или погрешность глубиномера, мертвую зону, угол раскрытия диаграммы направленности в плоскости падения волны следует измерять по мерам СО-2, СО-3Р или НО.
9 Проведение контроля
9.1 Прозвучивание сварного соединения выполняют по схемам и способам, приведенным в разделе 6.
9.2 Акустический контакт ПЭП с контролируемым металлом следует создавать контактным, или иммерсионным, или щелевым способами ввода УЗ колебаний.
9.3 Шаги сканирования , определяют с учетом заданного превышения поискового уровня чувствительности над контрольным уровнем чувствительности, диаграммы направленности преобразователя и толщины контролируемого сварного соединения, при этом шаг сканирования должен быть не более половины размера активного элемента ПЭП в направлении шага.
9.4 При проведении УЗК используют следующие уровни чувствительности: опорный уровень; контрольный уровень; браковочный уровень; поисковый уровень.
Количественная разница между уровнями чувствительности должна быть регламентирована технологической документацией на контроль.
9.5 Скорость сканирования при ручном УЗК не должна превышать 150 мм/с.
9.6 Для обнаружения дефектов, расположенных у торцов соединения, следует дополнительно прозвучивать зону у каждого торца, постепенно поворачивая преобразователь в сторону торца на угол до 45°.
9.7 При УЗК сварных соединений изделий, диаметр которых менее 800 мм, настройку зоны контроля следует проводить по искусственным отражателям, выполненным в НО, имеющим ту же толщину и радиус кривизны, что и контролируемое изделие. Допустимое отклонение по радиусу образца — не более 10% номинального значения. При сканировании по наружной или внутренней поверхности с радиусом кривизны менее 400 мм, призмы наклонных ПЭП должны соответствовать поверхности (быть притерты). При контроле РС ПЭП и прямым ПЭП следует применять специальные насадки, обеспечивающие постоянную ориентацию ПЭП перпендикулярно к поверхности сканирования.
Обработку (притирку) ПЭП необходимо производить в приспособлении, исключающем перекос ПЭП относительно нормали к поверхности ввода.
Особенности настройки основных параметров и проведения контроля изделий цилиндрической формы указывают в технологической документации на УЗК.
9.8 Этап сканирования при механизированном или автоматизированном УЗК с помощью специальных устройств сканирования следует выполнять с учетом рекомендаций Руководств по эксплуатации оборудования.
10 Измерение характеристик дефектов и оценка качества
10.1 Основными измеряемыми характеристиками выявленной несплошности являются:
— соотношение амплитудной и/или временной характеристики принятого сигнала и соответствующей характеристики опорного сигнала;
— эквивалентная площадь несплошности;
— координаты несплошности в сварном соединении;
— условные размеры несплошности;
— условное расстояние между несплошностями;
— количество несплошностей на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны быть регламентированы технологической документацией на контроль.
10.2 Эквивалентную площадь определяют по максимальной амплитуде эхо-сигнала от несплошности путем сравнения ее с амплитудой эхо-сигнала от отражателя в, НО или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20%.
10.3 В качестве условных размеров выявленной несплошности могут быть использованы: условная протяженность ; условная ширина ; условная высота (рисунок 23).
Рисунок 23 — Измерение условных размеров дефектов

Рисунок 23 — Измерение условных размеров дефектов
Условную протяженность измеряют длиной зоны между крайними положениями преобразователя, перемещаемого вдоль шва и ориентированного перпендикулярно к оси шва.
Условную ширину измеряют длиной зоны между крайними положениями преобразователя, перемещаемого в плоскости падения луча.
Условную высоту определяют как разность измеренных значений глубины расположения несплошности в крайних положениях преобразователя, перемещаемого в плоскости падения луча.
10.4 При измерении условных размеров , , за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала от выявляемой несплошности или составляет 0,5 от максимального значения (относительный уровень измерений — 0,5), или соответствует заданному уровню чувствительности.
Допускается выполнять измерение условных размеров несплошностей при значениях относительного уровня измерений от 0,8 до 0,1, если это указано в технологической документации на УЗК.
Условную ширину и условную высоту протяженной несплошности измеряют в сечении соединения, где эхо-сигнал от несплошности имеет наибольшую амплитуду, а также в сечениях, расположенных на расстояниях, указанных в технологической документации на контроль.
10.5 Условное расстояние между несплошностями измеряют по расстоянию между крайними положениями преобразователя. При этом крайние положения задаются в зависимости от протяженности несплошностей:
— для компактной несплошности ( , где — условная протяженность ненаправленного отражателя, залегающего на той же глубине, что и несплошность) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала максимальна;
, где — условная протяженность ненаправленного отражателя, залегающего на той же глубине, что и несплошность) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала максимальна;
— для протяженной несплошности ( ) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала соответствует заданному уровню чувствительности.
) за крайнее принимают положение преобразователя, при котором амплитуда эхо-сигнала соответствует заданному уровню чувствительности.
10.6 Не соответствуют требованиям УЗК сварные соединения, в которых измеренное значение хотя бы одной характеристики выявленного дефекта больше браковочного значения этой характеристики, заданного в технологической документации.
11 Оформление результатов контроля
11.1 Результаты УЗК должны быть отражены в рабочей, учетной и приемо-сдаточной документации, перечень и формы которой принимаются в установленном порядке. Документация должна содержать сведения:
— о типе контролируемого соединения, индексах, присвоенных изделию и сварному соединению, расположении и длине участка, подлежащего УЗК;
— технологической документации, в соответствии с которой выполняется УЗК и оцениваются его результаты;
— дате контроля;
— идентификационных данных дефектоскописта;
— типе и заводском номере дефектоскопа, преобразователей, мер, НО;
— непроконтролированных или неполностью проконтролированных участках, подлежащих УЗК;
— результатах УЗК.
11.2 Дополнительные сведения, подлежащие записи, порядок оформления и хранения журнала (заключений, а также форма представления результатов контроля заказчику) должны быть регламентированы технологической документацией на УЗК.
11.3 Необходимость сокращенной записи результатов контроля, применяемые обозначения и порядок их записи должны быть регламентированы технологической документацией на УЗК. Для сокращенной записи могут применяться обозначения по приложению Г.
12 Требования безопасности
12.1 При проведении работ по ультразвуковому контролю продукции дефектоскопист должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Ростехнадзором.
12.2 При выполнении контроля должны соблюдаться требования [1]* и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
________________
* См. раздел Библиография. — Примечание изготовителя базы данных.
12.3 Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003.
12.4 При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004.
Приложение, А (обязательное). Меры СО-2, СО-3, СО-3Р для проверки (настройки) основных параметров ультразвукового контроля
Приложение А
(обязательное)
А.1 Меры СО-2 (рисунок А.1), СО-3 (рисунок А.2), СО-3Р по ГОСТ 18576 (рисунок А.3) следует изготавливать из стали марки 20 и применять для измерения (настройки) и проверки основных параметров аппаратуры и контроля преобразователями с плоской рабочей поверхностью на частоту 1,25 МГц и более.
Рисунок А.1 — Эскиз меры СО-2

Рисунок А.1 — Эскиз меры СО-2
Рисунок А.2 — Эскиз меры СО-3

Рисунок А.2 — Эскиз меры СО-3
Рисунок А.3 — Эскиз меры СО-3Р

Рисунок А.3 — Эскиз меры СО-3Р
А.2 Меру СО-2 следует применять для настройки условной чувствительности, а также для проверки мертвой зоны, погрешности глубиномера, угла ввода луча, угла раскрытия основного лепестка диаграммы направленности в плоскости падения и определения предельной чувствительности при контроле соединений из сталей.
А.3 При контроле соединений из металлов, отличающихся по акустическим характеристикам от углеродистой и низколегированной сталей (по скорости распространения продольной волны более чем на 5%) для определения угла ввода луча, угла раскрытия основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности должен применяться, НО СО-2А, выполненный из контролируемого материала.
А.4 Меру СО-3 следует применять для определения точки выхода луча и стрелы преобразователя.
А.5 Меру СО-3Р следует применять для определения и настройки основных параметров, перечисленных в 8.8 для мер СО-2 и СО-3.
Приложение Б (справочное). Настроечные образцы для проверки (настройки) основных параметров ультразвукового контроля
Приложение Б
(справочное)
Б.1 НО с плоскодонным отражателем представляет собой металлический блок, изготовленный из контролируемого материала, в котором выполнен плоскодонный отражатель, ориентированный перпендикулярно акустической оси преобразователя. Глубина расположения плоскодонного отражателя должна соответствовать требованиям технологической документации.
Б.2 НО V1 по ISO 2400:2012 представляет собой металлический блок (рисунок Б.1) из углеродистой стали, в который запрессован цилиндр диаметром 50 мм, изготовленный из оргстекла.
Рисунок Б.1 — Эскиз, НО с плоскодонным отражателем

1 — дно отверстия; 2 — преобразователь; 3 — блок из контролируемого металла; 4 — акустическая ось
Рисунок Б.1 — Эскиз, НО с плоскодонным отражателем
НО V1 применяют для настройки параметров развертки дефектоскопа и глубиномера, настройки уровней чувствительности, а также для оценки мертвой зоны, разрешающей способности, определения точки выхода луча, стрелы и угла ввода преобразователя.
Б.3 НО V2 по ISO 7963:2006 изготавливают из углеродистой стали (рисунок Б.2) и применяют для настройки глубиномера, настройки уровней чувствительности, определения точки выхода луча, стрелы и угла ввода преобразователя.
Рисунок Б.2 — Эскиз, НО V1
Рисунок Б.2 — Эскиз, НО V1
Рисунок Б.3 — Эскиз, НО V2

Рисунок Б.3 — Эскиз, НО V2
Приложение В (рекомендуемое). Степени контролепригодности сварных соединений
Приложение В
(рекомендуемое)
Для швов сварных соединений устанавливаются следующие степени контролепригодности в порядке ее снижения:
1 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения как минимум с двух направлений, в зависимости от требований технологической документации;
2 — акустическая ось пересекает каждый элемент (точку) контролируемого сечения с одного направления;
3 — имеются элементы контролируемого сечения, которые при регламентированной схеме прозвучивания акустическая ось диаграммы направленности не пересекает ни по одному из направлений. При этом площадь непрозвучиваемых участков не превышает 20% общей площади контролируемого сечения и они находятся только в подповерхностной части сварного соединения.
Направления считаются разными, если угол между акустическими осями — не менее 15°.
Любая степень контролепригодности, кроме 1, устанавливается в технологической документации на контроль.
Приложение Г (рекомендуемое). Сокращенное описание результатов контроля
Приложение Г
(рекомендуемое)
При сокращенном описании результатов контроля следует каждый дефект или группу дефектов указывать отдельно и обозначать буквой:
— буквой, определяющей качественно оценку допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала — А или Д) и условной протяженности (Б);
— буквой, определяющей качественно условную протяженность дефекта, если она измерена в соответствии с 10.3 (Г или Е);
— буквой, определяющей конфигурацию (объемный — Ш, плоскостной — П) дефекта, если она установлена;
— цифрой, определяющей эквивалентную площадь выявленного дефекта, мм, если она измерялась;
— цифрой, определяющей наибольшую глубину залегания дефекта, мм;
— цифрой, определяющей условную протяженность дефекта, мм;
— цифрой, определяющей условную ширину дефекта, мм;
— цифрой, определяющей условную высоту дефекта, мм или мкс*.
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Для сокращенной записи должны применяться следующие обозначения:
А — дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д — дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б — дефект, условная протяженность которого превышает допустимое значение;
Г — дефект, условная протяженность которого  ;
;
Е — дефект, условная протяженность которого  ;
;
В — группа дефектов, отстоящих друг от друга на расстояниях  ;
;
Т — дефект, который при расположении преобразователя под углом менее 40° к оси шва вызывает появление эхо-сигнала, превышающего амплитуду эхо-сигнала при расположении преобразователя перпендикулярно к оси шва, на величину, указанную в технической документации на контроль, утвержденной в установленном порядке.
Условную протяженность для дефектов типов Г и Т не указывают.
В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом.
Библиография
[1] СанПиН 2282−80* Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих (Минздрав СССР)
________________
* На территории Российской Федерации документ не действует. Действуют СанПиН
2.2.4.
/2.1.8.582−96. — Примечание изготовителя базы данных.
| УДК 621.791.053:620.169.16:006.354 | ОКС 19.100 | Группа В09 |
| Ключевые слова: контроль неразрушающий, швы сварные, методы ультразвуковые |

Требования к проведению неразрушающего контроля сварных соединений определен ГОСТ Р 557524-2013. Методы ультразвукового контроля, используемые для обнаружения неровностей (пор, сколов, отщепов, трещин и т.д.) в сварных изделиях из металла. Национальный стандарт затрагивает различные сварные соединения:
- стыковые;
- угловые;
- тавровые;
- нахлесточные.
Контролирующие методы
Упомянутый ГОСТ устанавливает порядок контроля и сканирования сварных соединений. Экспериментальные методы неразрушающего контроля, применяемые к сварным соединениям, включают:
- эхо-импульсный ультразвуковой метод, подразумевающий пропуск коротких импульсов упругих колебаний;
- зеркально-теневой – пропуск акустических импульсов сквозь объект исследования;
- эхо-теневой – ультразвуковой метод при помощи двух передатчиков на разных сторонах контролируемого объекта;
- эхо-зеркальный – при помощи двух передатчиков на одной стороне;
- дифракционный метод – ультразвуковой метод отражения.
И другие методы, которые, как было установлено, являются верными.
Смотрите также:
- Декларация ГОСТ Р
- Неразрушающий контроль
- Сертификат соответствия ГОСТ Р
Пресс-центр компании СЕРКОНС.